


In additive manufacturing, two approaches take center stage in the quest for quality. In-situ monitoring works in real time, spotting defects and fine-tuning processes as each layer is built. Post-process inspection steps in after the print, measuring the final part against strict specifications. Both aim for the same goal—flawless parts—but the question remains: should one lead the charge, or do they work best as allies?
Following our recent dossier on metrology and inspection for AM, we wanted to explore how different quality assurance approaches intersect. In-situ monitoring is currently one of the hottest — and most practical — subdomains in metal additive manufacturing, so it made sense to demystify its grey areas by showcasing its capabilities and potential alongside another approach with the same goal: post-process inspection.
While the main focus will be on in-situ monitoring, the article below will clarify how it compares with post-process inspection, highlighting the strengths of each and the areas where they excel.
Verifying that a part meets requirements may take on various forms, but is largely related to:
• Quality control in production
• Product development assistance for new part designs
• Part certification processes for regulated markets
• Process certification processes for regulated markets

As said above, the primary goal of in-situ monitoring is to detect process anomalies in real time—while the part is being built—so that corrective actions can be taken immediately to prevent defects, wasted builds, and unnecessary downtime. This capability not only enables early termination of failed prints to save time and cost but also supports faster qualification of AM machines and the parts they produce.
By leveraging data from multiple sensing modalities, in-situ monitoring provides a deeper understanding of the build process and accelerates both machine and part certification.
In contrast, post-process inspection is focused on verifying the final part quality using methods such as CT scanning, metallography, tensile and fatigue testing, among others. These inspections are typically expensive, time-consuming, and occur only after the build is completed, often revealing defects too late for remediation.
While essential in some applications, post-process methods can slow down production and add significant cost.
Another key difference between those two approaches is time. With real-time or near-real-time data at hand, informed decisions can be made earlier to influence part quality or scrap rate reduction. In circumstances where the production run is short and the cost is low, the benefit of real-time information is diminished. However, for longer production runs in more critical applications, the earlier the information is generated, the more positive the outcomes.
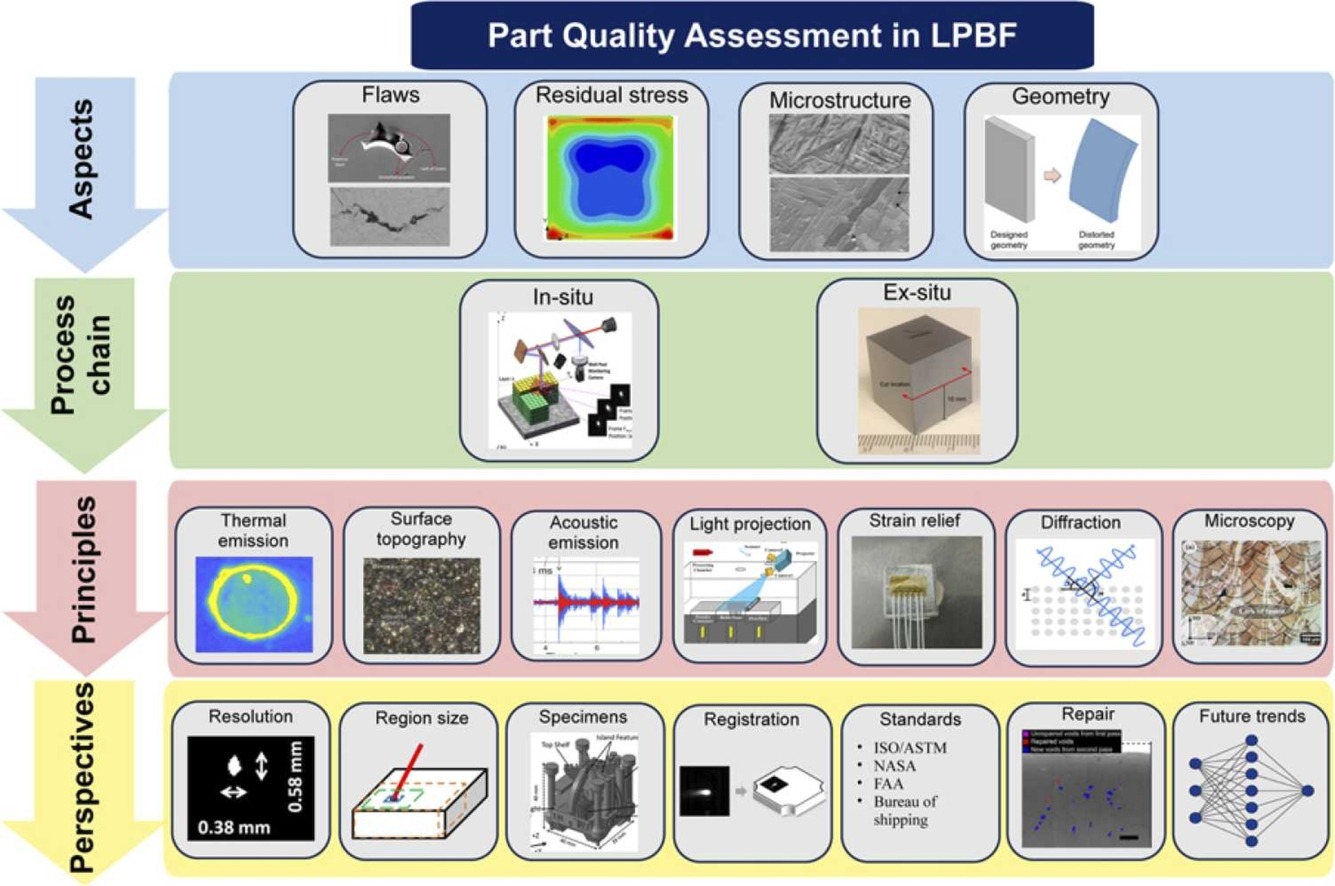
Types of defects in-situ monitoring can detect that post-process inspection might miss, or vice versa
There are different forms of in-situ monitoring available that have different capabilities which determine the type of defects that are detectable. Different techniques for post-process inspection likewise provide differing levels of information.
The most common categories of in-situ monitoring include optical imaging, thermal monitoring, acoustic emission, ultrasonic testing, optical tomography, fringe projection, radiography, eddy current, and optical emission spectroscopy. These have various strengths and weaknesses.
That said, in-situ monitoring excels at identifying process-related issues as they happen, such as spatter, porosity, lack of fusion, overheating, deviations in layer geometry, thermal heat entrapment, or interlayer temperature issues. In powder-bed processes, the optical modalities can detect powder-bed issues like recoater streaking, recoater hopping, powder short-feed, part swelling, and others. These early indicators can predict defects before they fully manifest. The process can also capture subtle process signatures that lead to defects and data that post-inspection methods may never reveal.
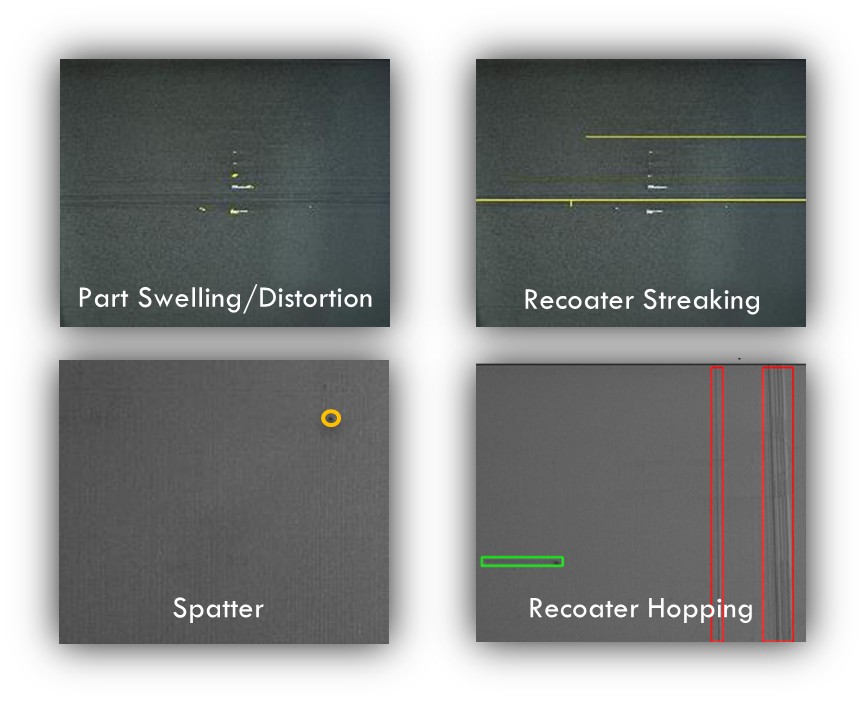
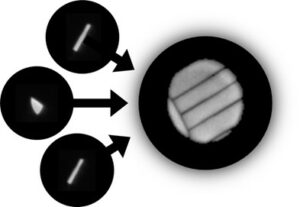
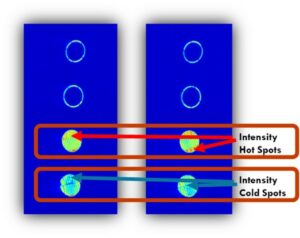
Figure 2. Near Infrared (NIR) long exposure methodology and example hot spots and lack of fusion detection. (Courtesy: Addiguru). Figure 3. Image showing thermal data from a Long Wave IR camera. Inter Layer Temperature (ILT) from the LWIR camera in this image shows overheating of parts or heat entrapment. (Courtesy: Addiguru)
Any issues that are flagged during in-situ monitoring can inform which parts should have more scrutiny in the post-process inspection stages, or categorize the produced parts according to the requirements of that production run. The more important point that needs to be raised is that post-process inspection, depending on the application, is taken using coupons rather than the produced part itself.
In-situ monitoring, however, provides information on the entire build regardless of whether it is the end-part, an XCT coupon, a tensile test bar, etc. Therefore, the information is provided for all parts directly, which is critical when considering large parts that may not feasibly be XCT scanned.
Additionally, post-process inspection may detect subsurface or internal defects like porosity that might not be visible during the build.
Post-process inspection of large parts made with any AM process is difficult to CT Scan due to the limitations of the method with respect to the wall thickness of the material. Thus in-process monitoring becomes even more for parts of this size class.
Additionally, as part costs rise due either to build time, base material, or both, more information from additional sensors becomes indispensible. Optical, thermal, and acoustic sensors can provide different information to a user. Collectively, they can be used to determine part quality as well as help with the qualification of machines and parts.
The use of monitoring data in real-time to adjust the AM process
Today, the application of monitoring data varies significantly based on its complexity and impact on certification. The approaches can be broken down by what is most practical in the current production environment.
Real-Time Intervention (Open-Loop)
This is the most common and easily adopted use of monitoring data in production today. Its simplicity allows it to be integrated into existing quality systems without major disruption. In this model, the system alerts a human operator to a critical process anomaly, such as a part failure or a significant thermal deviation. The operator then uses their judgment to intervene, most often by stopping a failing build. This provides a clear and immediate ROI by saving valuable machine time and expensive material that would have otherwise been wasted. The sensor data is also useful in providing a user with the reason for the failure, which enables the user to correct the issue efficiently and effectively.
Run-to-Run Improvement (Feed-Forward)
This represents the most realistic and rapidly growing area for advanced process control right now. It offers a powerful middle ground between simple intervention and full automation. Instead of altering a certified process mid-build, engineers analyse the data from a completed part offline. This analysis reveals trends or minor deviations that can then be used to make calculated adjustments to the setup for the next build. This allows for systematic, data-driven process improvements, enhancing part quality and yield over time while still working within established certification frameworks.
Automated Control (Closed-Loop)
While holding immense promise for the future, true closed-loop control is not in widespread production for critical parts today. The primary barrier is the prohibitive cost and complexity of certification. For regulated industries like aerospace and medical, a machine that automatically alters core process parameters (e.g., laser power, scan speed) is creating thousands of uncertified process permutations on the fly. Validating this vast operational window is a monumental task. As trust in the technology grows and certification standards evolve, closed-loop control will become more viable, but for now, it remains largely in the realm of research and development.
Focus on two in-situ monitoring solutions in the market
Not all in-situ or post-processing inspection techniques are equal. As a matter of fact, the best solution for monitoring quality depends on the requirements of the customer or manufacturer and can be served well using either or both of in-situ monitoring and post-process inspection.
That said, the in-situ monitoring market is being shaped by an exhaustive list of companies that are going the extra mile to demonstrate the importance of monitoring and data analytics in additive manufacturing.
While the goal is not to compare them, the parts below shed light on two solutions that are currently in the final phase of the ASTRO America in-situ monitoring challenge, a three-month challenge to demonstrate the commercial viability of in-situ monitoring and data analytics solutions for metal additive manufacturing.
A closer look at AMiRIS
AMiRIS is an in situ process monitoring technology developed by Additive Assurance, to detect and address quality problems and gain real-time build insights during part production. AMiRIS monitors machines with a build plate of between 200 and 300mm.
The company was founded in 2019, and 3D ADEPT Media discovered the company at Formnext 2021.
Two years later, the company launched AMiRIS-LF, an larger version of its in-situ monitoring solution to monitor machines with a 400 to 600mm build plate. Since then, 3D ADEPT Media has been following its advancements in the industry.
Additive Assurance focuses especially on NIR long exposure sensing as it provides the broadest range of information that is important to the production of parts for critical applications. This was chosen as it can identify the widest range of defect types, ranging from lack of fusion, porosity, cracks, deformation, and other internal defects at the same time as more macro issues such as recoater issues, machine irregularities, and spatter.
AMiRIS can identify a broad range of defects at a high resolution of 30–40 µm per pixel. Such a resolution is critical for ensuring that a detected defect is genuinely problematic and warrants corrective action. Defects are analysed in real time using machine learning algorithms developed from over millions of hours of build data.
By resolving down to 30-40µm per pixel, AMiRIS has achieved a 95% confidence in the probability of detection of defects down to 82µm (a90/95). While defects below 82µm are seen, the a90/95 provides confidence in the detection process – making it directly comparable to traditional NDT methods.
With real time data on hand, the operator can make informed decisions to improve the quality of the build during the production cycle. Current users of AMiRIS are using open-loop and feed-forward approaches to improve their production quality and efficiency.
A closer look at ADDIGURU
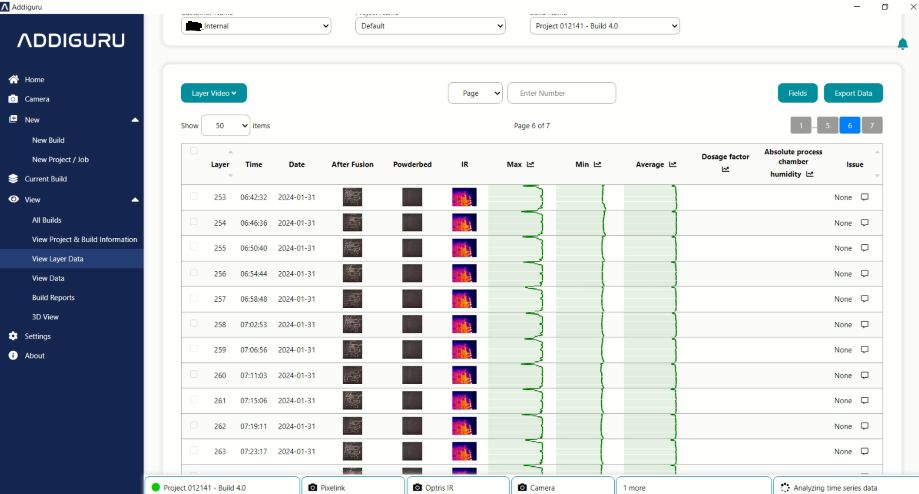
ADDIGURU is one of the startups we discovered during FORMNEXT 2020. The winner of the 2020 Formnext Start-up Challenge is advancing multi-modal in-situ monitoring technologies that deliver real-time defect detection. Its approach not only improves build quality and yield but also generates valuable process data that can be used to expedite qualification workflows for both machines and parts. This brings additive manufacturing closer to scalable, production-ready implementation.
Its AI-driven platform interprets thermal, optical, and other sensor data layer by layer to identify anomalies in real time. When an issue is detected, operators can adjust key parameters—such as dwell time, laser power, scan speed, or hatch strategy—on the fly. Software partnerships — like the ones the company has with Dyndrite, Authentise, and machine OEMs — enable to take this capability down to the voxel level, adjusting parameters on the fly to make builds more adaptive and cut down on failures.
The company strongly believes in-situ systems will significantly reduce the reliance on post-process inspections, but for highly critical parts—such as those used in aerospace and Defence applications—some level of post-build inspection will likely remain mandatory to meet stringent certification requirements.
However, as its monitoring algorithms become more advanced and widely trusted, it foresees a future where multi-sensor in-situ monitoring becomes the primary method for ensuring build quality. By integrating data from thermal, optical, acoustic, and other sensing modalities, it can detect and correlate anomalies with greater confidence. This comprehensive approach will enable more robust real-time quality assurance, ultimately allowing post-inspections to be limited to high-risk or random audits.
How post-process metrology feedback loops can shape future builds and enable predictive defect detection
Post-process metrology feedback loops can be leveraged to influence future builds and potentially enable predictive defect detection. Post-process data, such as CT scans or destructive testing results, are used to validate and refine the predictive models built from in-situ data.
By correlating the two datasets, it’s possible to improve ADDIGURU’s algorithms to anticipate defects in future builds and even optimize build parameters proactively. This synergy between in-situ and post-process feedback drives continuous improvement and accelerates process qualification.
Trends, patterns and correlations between the prevalence of defects (and their defect type) and process parameters, build plate location and part design can be determined. This is also true for in-situ monitoring, some users of AMiRIS are using the insight and information from builds to inform future production runs (feed-forward information loop). The more information at hand that is capable of being analysed can lead to more insight and therefore better future outcomes.
With enough data, predictions can be modelled based on past information. There are a number of caveats to this, but it can be used as a good indicator.
The cost-benefit trade-offs between implementing in-situ systems vs. relying solely on post-process inspection
The core trade-off is between proactive process control and reactive part inspection. Relying solely on post-process inspection means you only identify a failure after the part is complete, wasting significant time, material, and machine capacity. This method is inefficient, like proofreading a book only after printing a million copies.
Most companies see a clear return on investment when combining in-situ and post-process approaches, as real-time monitoring helps reduce reliance on expensive and labor-intensive inspections, while still ensuring robust quality assurance for critical components.
In-situ monitoring acts as the first line of defence, ensuring process stability and dramatically increasing the probability of a successful build. Post-process inspection then serves as the final, targeted validation to confirm the part meets all specifications. This powerful combination doesn’t just reduce the cost of failure; it optimises the entire quality assurance workflow, delivering higher first-time yields and faster time-to-market.
In-situ process monitoring and real-time inspection are rapidly advancing and being taken up by the AM community. The reasons for adoption of these techniques are not always quality control, but also cover areas such as part certification, independent machine health diagnosis and product development assistance. Owing to the diverse reasons for adoption, it is unlikely that post-process inspection will be entirely replaced.
Editor’s notes
This exclusive feature was led by 3D ADEPT Media. Two other experts have lent their voices to 3D ADEPT Media in the writing of this feature. These co-authors are:
 Shuchi “SK” Khurana, Addiguru’s founder and CEO. Addiguru has built its platform to be machine-agnostic, scalable, and capable of fusing data from multiple sensors (thermal, optical, acoustic, etc.) to give a comprehensive view of the build process. Its collaborations with industry leaders like Xact Metal, Authentise, Siemens Energy, Fastech, and software innovators like Dyndrite allow us to push the boundaries of what’s possible in AM process control. The team is passionate about driving the future of additive manufacturing by making real-time, intelligent monitoring a cornerstone of reliable, high-quality production.
Shuchi “SK” Khurana, Addiguru’s founder and CEO. Addiguru has built its platform to be machine-agnostic, scalable, and capable of fusing data from multiple sensors (thermal, optical, acoustic, etc.) to give a comprehensive view of the build process. Its collaborations with industry leaders like Xact Metal, Authentise, Siemens Energy, Fastech, and software innovators like Dyndrite allow us to push the boundaries of what’s possible in AM process control. The team is passionate about driving the future of additive manufacturing by making real-time, intelligent monitoring a cornerstone of reliable, high-quality production.
Contact: info@addiguru.com
 Dr. David Menzies, Chief Commercial Officer at Additive Assurance. Additive Assurance has developed and implemented its AMiRIS NIR long exposure sensing solution in laser powder bed fusion. Its experience across a number of industry sectors and from the various machine OEM’s gives the company the the knowledge to better understand the broad range of quality assurance and part certification requirements that the metal AM market is facing.
Dr. David Menzies, Chief Commercial Officer at Additive Assurance. Additive Assurance has developed and implemented its AMiRIS NIR long exposure sensing solution in laser powder bed fusion. Its experience across a number of industry sectors and from the various machine OEM’s gives the company the the knowledge to better understand the broad range of quality assurance and part certification requirements that the metal AM market is facing.
Contact: hello@additiveassurance.com


