


Dans la fabrication additive, deux approches occupent le devant de la scène dans la quête de la qualité. La surveillance in-situ opère en temps réel, détectant les défauts et affinant les processus à mesure que chaque couche est construite. L’inspection post-process intervient après l’impression, en mesurant la pièce finale par rapport à des spécifications strictes. Toutes deux visent le même objectif — des pièces irréprochables — mais la question demeure : l’une doit-elle prendre le dessus, ou fonctionnent-elles mieux en tandem ?
Dans le prolongement de notre récent dossier sur la métrologie et l’inspection pour la FA, nous avons souhaité explorer la façon dont différentes approches d’assurance qualité s’articulent. La surveillance in-situ est actuellement l’un des sous-domaines les plus dynamiques — et les plus concrets — de la fabrication additive métallique. Il nous a donc semblé pertinent d’en démystifier les zones d’ombre en mettant en lumière ses capacités et son potentiel, en parallèle d’une autre approche poursuivant le même objectif : l’inspection post-process.
Si la surveillance in-situ constitue le fil directeur de cet article, celui-ci permettra également de clarifier comment elle se compare à l’inspection post-process, en soulignant les points forts de chacune et les domaines dans lesquels elles excellent.
Vérifier qu’une pièce répond aux exigences peut prendre différentes formes, mais se décline principalement autour de :
- Le contrôle qualité en production
- L’aide au développement produit pour les nouvelles conceptions de pièces
- Les processus de certification des pièces pour les marchés réglementés
- Les processus de certification des procédés pour les marchés réglementés

Comme mentionné ci-dessus, l’objectif premier de la surveillance in-situ est de détecter les anomalies de processus en temps réel — pendant la fabrication de la pièce — afin que des mesures correctives puissent être prises immédiatement pour prévenir les défauts, les constructions ratées et les temps d’arrêt inutiles. Cette capacité permet non seulement d’interrompre rapidement les impressions défaillantes pour économiser du temps et des coûts, mais elle soutient également une qualification plus rapide des machines de FA et des pièces qu’elles produisent. En exploitant les données provenant de multiples modalités de détection, la surveillance in-situ offre une compréhension approfondie du processus de construction et accélère la certification des machines comme des pièces.
À l’inverse, l’inspection post-process se concentre sur la vérification de la qualité finale de la pièce à l’aide de méthodes telles que la tomodensitométrie (CT-scan), la métallographie, les essais de traction et de fatigue, entre autres. Ces inspections sont généralement coûteuses, chronophages et n’interviennent qu’après la fin de la fabrication, révélant souvent les défauts trop tard pour y remédier. Bien qu’essentielles dans certaines applications, les méthodes post-process peuvent ralentir la production et engendrer des coûts significatifs.
Une autre différence clé entre ces deux approches réside dans la notion de temps. Disposer de données en temps réel ou quasi temps réel permet de prendre des décisions éclairées plus tôt pour améliorer la qualité des pièces ou réduire le taux de rebut. Dans les cas où la série de production est courte et les coûts faibles, l’apport de l’information en temps réel est moindre. En revanche, pour des séries de production plus longues dans des applications plus critiques, plus l’information est générée tôt, meilleurs sont les résultats.
Types de défauts que la surveillance in-situ peut détecter et que l’inspection post-process pourrait manquer, et vice versa
Il existe différentes formes de surveillance in-situ dotées de capacités variées qui déterminent le type de défauts détectables. Les différentes techniques d’inspection post-process fournissent elles aussi des niveaux d’information variables.
Les catégories les plus courantes de surveillance in-situ comprennent l’imagerie optique, le monitoring thermique, l’émission acoustique, les contrôles par ultrasons, la tomographie optique, la projection de franges, la radiographie, les courants de Foucault et la spectroscopie d’émission optique. Chacune présente ses propres forces et faiblesses.
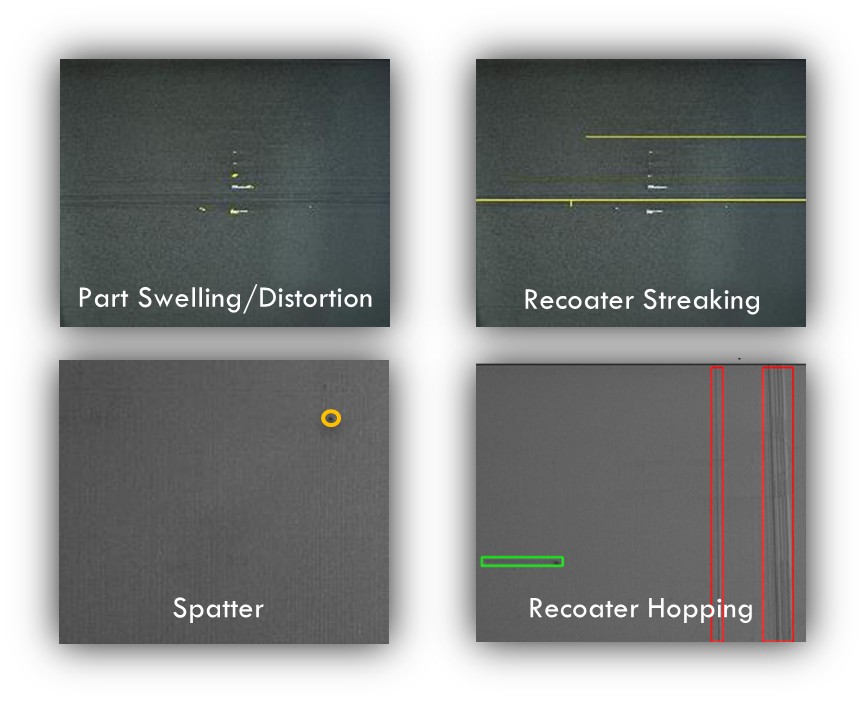
La surveillance in-situ excelle dans l’identification des problèmes liés au processus au moment où ils surviennent, tels que les projections (spatter), la porosité, le manque de fusion, la surchauffe, les écarts de géométrie de couche, le piégeage thermique ou les problèmes de température intercouche. Dans les procédés à lit de poudre, les modalités optiques peuvent détecter des problèmes de lit de poudre tels que les striures du ré-enducteur, les rebonds du ré-enducteur, le sous-alimentation en poudre, le gonflement des pièces, etc. Ces indicateurs précoces permettent d’anticiper les défauts avant qu’ils ne se manifestent pleinement. Le processus peut également capturer des signatures de processus subtiles qui conduisent à des défauts, ainsi que des données que les méthodes d’inspection post-process ne révèlent jamais.
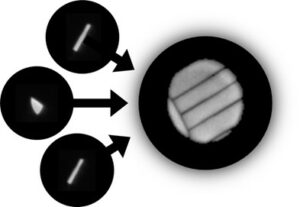
| Image composite d’une couche créée à l’aide de la méthodologie NIR longue exposition. | Points chauds et zones de manque de fusion détectés à l’aide du capteur NIR. |
Figure 2. Méthodologie NIR longue exposition et exemples de détection de points chauds et de manque de fusion. (Crédit : Addiguru)
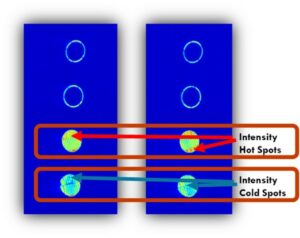
Figure 3. Image illustrant les données thermiques d’une caméra IR grande longueur d’onde. La température intercouche (ILT) de la caméra LWIR montre ici une surchauffe des pièces ou un piégeage thermique. (Crédit : Addiguru)
Tout problème signalé lors de la surveillance in-situ peut indiquer quelles pièces méritent un examen plus approfondi lors des étapes d’inspection post-process, ou permettre de catégoriser les pièces produites en fonction des exigences de la série de production. Le point le plus important à souligner est que l’inspection post-process, selon l’application, est réalisée sur des coupons plutôt que sur la pièce produite elle-même. La surveillance in-situ, quant à elle, fournit des informations sur l’ensemble de la construction, qu’il s’agisse de la pièce finale, d’un coupon XCT, d’une éprouvette de traction, etc. L’information est donc directement fournie pour toutes les pièces, ce qui est essentiel pour les grandes pièces qu’il n’est pas feasible de scanner par XCT.
Par ailleurs, l’inspection post-process peut détecter des défauts sous-surfaciques ou internes comme la porosité, qui peuvent ne pas être visibles pendant la fabrication.
L’inspection post-process des grandes pièces fabriquées par tout procédé de FA est difficile à réaliser par CT-scan en raison des limitations de la méthode concernant l’épaisseur de paroi du matériau. La surveillance en cours de fabrication revêt donc une importance accrue pour les pièces de cette classe de taille. En outre, à mesure que les coûts des pièces augmentent — en raison du temps de fabrication, du matériau de base ou des deux — l’apport d’informations supplémentaires provenant de capteurs additionnels devient indispensable. Les capteurs optiques, thermiques et acoustiques peuvent fournir des informations différentes à l’utilisateur. Utilisés collectivement, ils permettent de déterminer la qualité des pièces et d’aider à la qualification des machines et des pièces.
L’utilisation des données de monitoring en temps réel pour ajuster le processus de FA
Aujourd’hui, l’application des données de monitoring varie considérablement selon leur complexité et leur impact sur la certification. Les approches peuvent être décomposées en fonction de ce qui est le plus pratique dans l’environnement de production actuel.
Intervention en temps réel (boucle ouverte)
Il s’agit de l’utilisation la plus courante et la plus facilement adoptée des données de monitoring en production aujourd’hui. Sa simplicité permet de l’intégrer dans les systèmes qualité existants sans perturbation majeure. Dans ce modèle, le système alerte un opérateur humain d’une anomalie critique du processus, telle qu’une défaillance de pièce ou un écart thermique significatif. L’opérateur utilise alors son jugement pour intervenir, le plus souvent en arrêtant une construction défaillante. Cela offre un retour sur investissement clair et immédiat en préservant un temps machine précieux et des matériaux coûteux qui auraient autrement été gaspillés. Les données capteurs sont également utiles pour fournir à l’utilisateur la raison de la défaillance, ce qui lui permet de corriger le problème efficacement.
Amélioration itérative (feed-forward)
Il s’agit du domaine le plus réaliste et à la croissance la plus rapide pour le contrôle avancé des processus actuellement. Il offre un juste milieu puissant entre simple intervention et pleine automatisation. Au lieu de modifier un processus certifié en cours de construction, les ingénieurs analysent les données d’une pièce terminée hors ligne. Cette analyse révèle des tendances ou des écarts mineurs qui peuvent ensuite être utilisés pour apporter des ajustements calculés à la configuration de la prochaine construction. Cela permet des améliorations de processus systématiques et pilotées par les données, améliorant la qualité des pièces et le rendement dans le temps, tout en restant dans le cadre des processus de certification établis.
Contrôle automatisé (boucle fermée)
Bien qu’il soit prometteur pour l’avenir, le véritable contrôle en boucle fermée n’est pas répandu en production pour les pièces critiques aujourd’hui. Le principal obstacle est le coût et la complexité prohibitifs de la certification. Pour les industries réglementées comme l’aérospatiale et le médical, une machine qui modifie automatiquement les paramètres clés du processus (ex. : puissance laser, vitesse de balayage) crée à la volée des milliers de permutations de processus non certifiées. Valider cette vaste fenêtre opérationnelle est une tâche monumentale. À mesure que la confiance dans la technologie croît et que les normes de certification évoluent, le contrôle en boucle fermée deviendra plus viable, mais pour l’instant, il reste largement dans le domaine de la recherche et du développement.
Focus sur deux solutions de surveillance in-situ sur le marché
Toutes les techniques de surveillance in-situ ou d’inspection post-process ne se valent pas. En fait, la meilleure solution pour surveiller la qualité dépend des exigences du client ou du fabricant, et peut être bien servie par la surveillance in-situ, l’inspection post-process, ou les deux.
Cela étant dit, le marché de la surveillance in-situ est façonné par une liste exhaustive d’entreprises qui font tout leur possible pour démontrer l’importance du monitoring et de l’analyse des données dans la fabrication additive.
Sans vouloir les comparer, les sections ci-dessous mettent en lumière deux solutions actuellement en phase finale du challenge ASTRO America sur la surveillance in-situ, un défi de trois mois visant à démontrer la viabilité commerciale des solutions de surveillance in-situ et d’analyse des données pour la fabrication additive métallique.
Focus sur AMiRIS
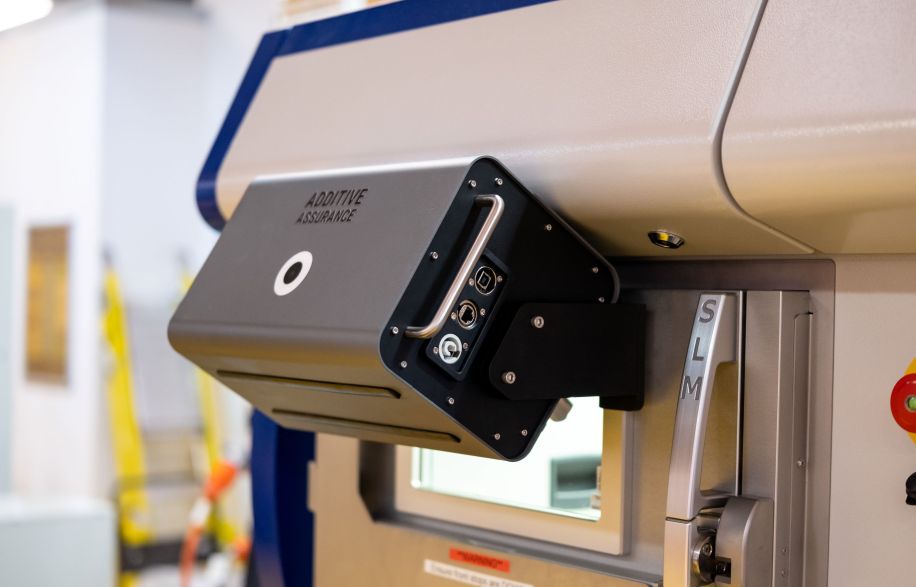
AMiRIS est une technologie de monitoring de processus in-situ développée par Additive Assurance, conçue pour détecter et traiter les problèmes de qualité et obtenir des informations sur la construction en temps réel pendant la production des pièces. AMiRIS surveille les machines avec un plateau de construction de 200 à 300 mm.
L’entreprise a été fondée en 2019, et 3D ADEPT Media l’a découverte à Formnext 2021. Deux ans plus tard, la société a lancé AMiRIS-LF, une version plus grande de sa solution de surveillance in-situ pour surveiller les machines avec un plateau de 400 à 600 mm. Depuis lors, 3D ADEPT Media suit ses avancées dans l’industrie.
Additive Assurance mise particulièrement sur la détection NIR longue exposition, car elle offre la gamme d’informations la plus large pour la production de pièces destinées à des applications critiques. Ce choix se justifie par sa capacité à identifier le plus grand nombre de types de défauts — manque de fusion, porosité, fissures, déformation, autres défauts internes — tout en détectant simultanément des problèmes plus macroscopiques tels que les problèmes de ré-enducteur, les irrégularités machine et les projections.
AMiRIS peut identifier une large gamme de défauts avec une haute résolution de 30 à 40 µm par pixel. Une telle résolution est cruciale pour s’assurer qu’un défaut détecté est réellement problématique et justifie une action corrective. Les défauts sont analysés en temps réel à l’aide d’algorithmes d’apprentissage automatique développés à partir de millions d’heures de données de construction. En atteignant une résolution de 30 à 40 µm par pixel, AMiRIS atteint une confiance de 95 % dans la probabilité de détection des défauts jusqu’à 82 µm (a90/95). Bien que les défauts inférieurs à 82 µm soient visibles, le a90/95 garantit la fiabilité du processus de détection — ce qui le rend directement comparable aux méthodes CND traditionnelles.
Avec des données en temps réel à disposition, l’opérateur peut prendre des décisions éclairées pour améliorer la qualité de la construction pendant le cycle de production. Les utilisateurs actuels d’AMiRIS adoptent des approches en boucle ouverte et feed-forward pour améliorer leur qualité de production et leur efficacité.
Focus sur ADDIGURU
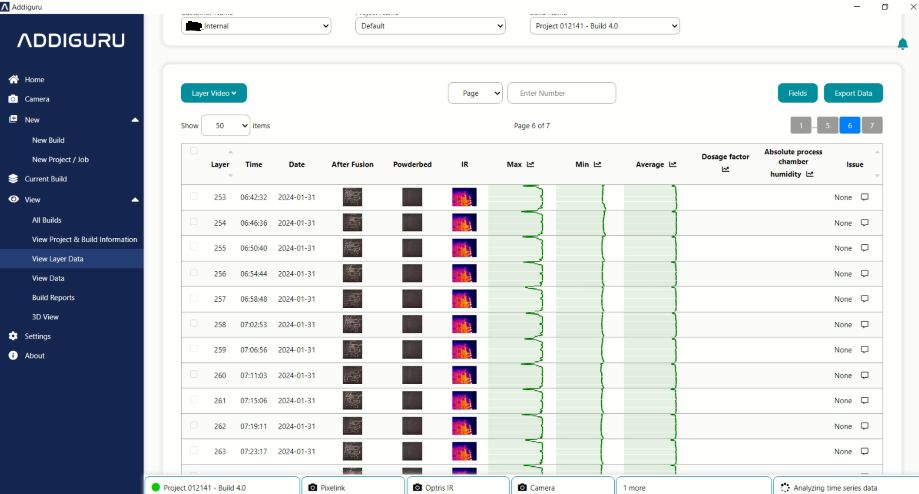 ADDIGURU est l’une des start-ups que nous avons découvertes lors de FORMNEXT 2020. Le vainqueur du Formnext Start-up Challenge 2020 développe des technologies de surveillance in-situ multimodales offrant une détection des défauts en temps réel. Son approche améliore non seulement la qualité des constructions et le rendement, mais génère également des données de processus précieuses pouvant être utilisées pour accélérer les flux de qualification des machines et des pièces. Cela rapproche la fabrication additive d’une mise en œuvre scalable et prête pour la production.
ADDIGURU est l’une des start-ups que nous avons découvertes lors de FORMNEXT 2020. Le vainqueur du Formnext Start-up Challenge 2020 développe des technologies de surveillance in-situ multimodales offrant une détection des défauts en temps réel. Son approche améliore non seulement la qualité des constructions et le rendement, mais génère également des données de processus précieuses pouvant être utilisées pour accélérer les flux de qualification des machines et des pièces. Cela rapproche la fabrication additive d’une mise en œuvre scalable et prête pour la production.
Sa plateforme pilotée par l’IA interprète les données thermiques, optiques et d’autres capteurs couche par couche pour identifier les anomalies en temps réel. Lorsqu’un problème est détecté, les opérateurs peuvent ajuster les paramètres clés — temps de pause, puissance laser, vitesse de balayage ou stratégie de hachurage — à la volée. Les partenariats logiciels — notamment avec Dyndrite, Authentise et les OEMs machines — permettent d’étendre cette capacité jusqu’au niveau du voxel, en ajustant les paramètres à la volée pour rendre les constructions plus adaptatives et réduire les défaillances.
La société est convaincue que les systèmes in-situ réduiront considérablement la dépendance aux inspections post-process, mais pour les pièces hautement critiques — comme celles utilisées dans les applications aérospatiales et de défense — un certain niveau d’inspection post-construction restera probablement obligatoire pour répondre aux exigences de certification strictes.
Cependant, à mesure que ses algorithmes de monitoring deviennent plus avancés et largement approuvés, elle envisage un futur où la surveillance in-situ multi-capteurs deviendra la méthode principale pour assurer la qualité des constructions. En intégrant des données thermiques, optiques, acoustiques et d’autres modalités de détection, il sera possible de détecter et de corréler les anomalies avec une plus grande confiance. Cette approche globale permettra une assurance qualité en temps réel plus robuste, limitant les inspections post-construction aux audits à haut risque ou aléatoires.
Comment les boucles de rétroaction métrologique post-process peuvent orienter les futures constructions et permettre une détection prédictive des défauts
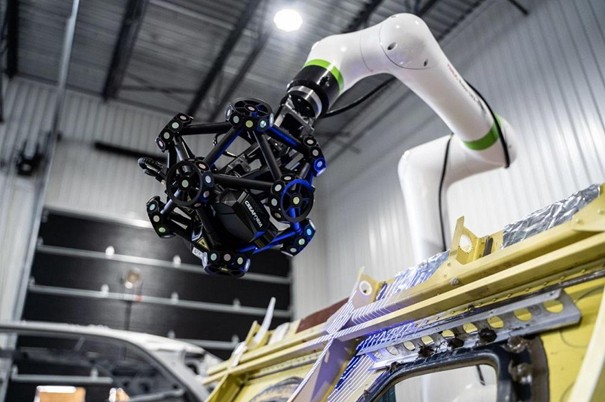
FR: Utiliser des robots pour déplacer des scanners lors d’inspections en cours de fabrication constitue un moyen pratique d’étendre les technologies existantes, comme ce MetraScan 3D-R de Creaform. Crédit : Creaform
Les boucles de rétroaction métrologique post-process peuvent être exploitées pour influencer les futures constructions et potentiellement permettre une détection prédictive des défauts. Les données post-process, telles que les scans CT ou les résultats de tests destructifs, sont utilisées pour valider et affiner les modèles prédictifs construits à partir des données in-situ.
En corrélant les deux ensembles de données, il devient possible d’améliorer les algorithmes d’ADDIGURU pour anticiper les défauts dans les futures constructions et même optimiser proactivement les paramètres de construction. Cette synergie entre le monitoring in-situ et la rétroaction post-process favorise l’amélioration continue et accélère la qualification des processus.
Des tendances, des schémas et des corrélations entre la prévalence des défauts (et leur type) et les paramètres de processus, l’emplacement sur le plateau de construction et la conception des pièces peuvent être déterminés. Cela vaut également pour la surveillance in-situ : certains utilisateurs d’AMiRIS utilisent les informations et les données des constructions pour informer les futures séries de production (boucle d’information feed-forward). Plus les informations disponibles pouvant être analysées sont nombreuses, plus les perspectives sont riches et les futurs résultats meilleurs.
Avec suffisamment de données, des prédictions peuvent être modélisées sur la base d’informations passées. Cette approche comporte un certain nombre de nuances, mais elle peut constituer un bon indicateur.
Les compromis coût-bénéfice entre l’implémentation de systèmes in-situ et le recours exclusif à l’inspection post-process
Le compromis fondamental est entre le contrôle proactif des processus et l’inspection réactive des pièces. Se reposer exclusivement sur l’inspection post-process signifie n’identifier une défaillance qu’après que la pièce est terminée, gaspillant ainsi du temps, des matériaux et de la capacité machine. Cette méthode est inefficace — comme corriger les épreuves d’un livre uniquement après en avoir imprimé un million d’exemplaires.
La plupart des entreprises constatent un retour sur investissement clair en combinant les approches in-situ et post-process, car le monitoring en temps réel aide à réduire la dépendance à des inspections coûteuses et fastidieuses, tout en maintenant une assurance qualité robuste pour les composants critiques.
La surveillance in-situ constitue la première ligne de défense, assurant la stabilité du processus et augmentant considérablement la probabilité d’une construction réussie. L’inspection post-process sert ensuite de validation finale et ciblée pour confirmer que la pièce répond à toutes les spécifications. Cette combinaison puissante ne se contente pas de réduire le coût des défaillances ; elle optimise l’ensemble du flux d’assurance qualité, offrant des rendements au premier passage plus élevés et un délai de mise sur le marché plus court.
Le monitoring de processus in-situ et l’inspection en temps réel progressent rapidement et sont de plus en plus adoptés par la communauté de la FA. Les raisons de cette adoption ne relèvent pas toujours du contrôle qualité, mais couvrent également des domaines tels que la certification des pièces, le diagnostic indépendant de l’état des machines et l’aide au développement produit. En raison de la diversité des raisons d’adoption, il est peu probable que l’inspection post-process soit entièrement remplacée.
Notes de la rédaction
Ce dossier exclusif a été réalisé par 3D ADEPT Media. Deux autres experts ont apporté leur contribution à la rédaction de ce dossier. Ces co-auteurs sont :
 Shuchi « SK » Khurana, fondateur et CEO d’Addiguru.
Shuchi « SK » Khurana, fondateur et CEO d’Addiguru.
Addiguru a construit sa plateforme pour être agnostique aux machines, scalable et capable de fusionner des données provenant de plusieurs capteurs (thermique, optique, acoustique, etc.) pour offrir une vue globale du processus de construction. Ses collaborations avec des leaders industriels tels que Xact Metal, Authentise, Siemens Energy, Fastech et des innovateurs logiciels comme Dyndrite permettent de repousser les limites du possible dans le contrôle des processus de FA. L’équipe est passionnée par la conduite de l’avenir de la fabrication additive en faisant du monitoring intelligent en temps réel un pilier de la production fiable et de haute qualité.
Contact : info@addiguru.com
 Dr. David Menzies, Directeur Commercial chez Additive Assurance.
Dr. David Menzies, Directeur Commercial chez Additive Assurance.
Additive Assurance a développé et mis en œuvre sa solution de détection NIR longue exposition AMiRIS dans le cadre de la fusion laser sur lit de poudre. Son expérience dans plusieurs secteurs industriels et auprès de différents OEMs machines lui confère la connaissance nécessaire pour mieux appréhender le large éventail d’exigences en matière d’assurance qualité et de certification des pièces auxquelles est confronté le marché de la FA métallique.
Contact : hello@additiveassurance.com


