


As far as applications are concerned, we have seen the capabilities of Thermwood’s Large Scale Additive Manufacturing (LSAM) in yachts, in autoclave tooling including a Boeing tooling component. Today, the manufacturer reveals another application that was made possible with its large-scale composite AM technology: a cure tool.
Let’s clarify a few things for those who are not experts in the field: A composite cure tool is an alternative to metal tools. It is considered as a key factor for successful composite part manufacturing since the tool shape is directly reflected in the moulded part.
As part of a Navy ManTech funded program issued to Boeing Research and Technology, Thermwood has been selected as a key technology partner alongside main technical contributor Fleet Readiness Center East (FRCE) for the low cost composite cure tooling technology development.
The manufacture of the cure tool
For some scientists, a composite cure tool is often considered as the best option since the thermal expansion is close to that of the part which simplifies compensation of process-induced shape distortion. However, a determining factor for the development success here is temperature.
In this specific case, several unique equipment features of Thermwood’s LSAM machine help decide the right path to follow for this development. As a reminder, the machine manufacturer has greatly improved its machines this year. One of the most important improvements include the machine’s ability to now automate print temperature control and enhance fusion between layers.
Thermwood explains here that the high temperature autoclave cure tooling operating environment of 355 degree Fahrenheit (179°C) and 85 psi provides a challenge for polymer based tool material. Additional composite cure tooling requirements for vacuum integrity and dimensional stability were validated during the development.
Furthermore, FRCE brings its contribution by delivering a high contour mould line surface to Boeing for generating the composite cure tool. A press communication explains that the mould line shape was very aggressive and would stretch the large format additive manufacturing technology processes capability. The spherically shaped portion of the mold line offered the largest challenge, as the unsupported 3D printed angle limitation of approximately 45 degrees provides an interesting obstacle to overcome for the spherical mold line section of the tool. Boeing rotated the 3D print plane 35 degrees to avoid encroachment of the build angle limitation.
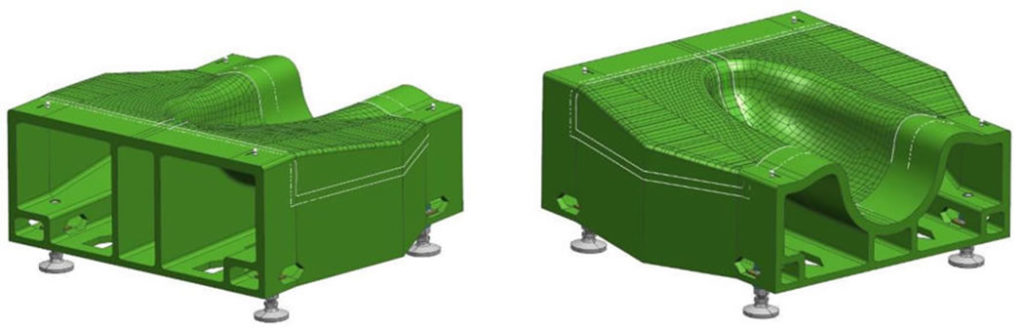
The new innovative build plane approach eliminated the requirement for temporary support material for the aggressive mold line shape. The new build angle would test the LSAM machine limits in an area never explored previously. The TechmerPM PESU CF 1810 high temperature print material was used for the composite cure tool. High temperature materials present additional challenges during print over low temperature materials such as ABS CF. Two interim support features were added to compensate for the center of gravity shift of the print. The LSAM machine performed flawlessly during the composite cure tool print. The tool was printed in 7 hours and 26 minutes using 610 lb (277kg) of material.
The composite cure tool was machined in 53 hours using the LSAM gantry router machine. The tool datum features, and removal of interim members, were machined prior to removal from the bead- board. The Thermwood LSAM machine offers the ability to machine and 3D print on a single platform. The composite cure tool mold line part surface achieved at surface profile tolerance of .020” (+/-.010”).

The Boeing Research and Technology (BR&T) laboratory performed functional testing on the LFAM composite cure tool to ensure vacuum integrity and dimensional stability requirements were reached. The LFAM tool performed as expected and achieved all requirements. Several composite parts were fabricated from the tools. The tool durability was assessed during the multiple autoclave cure cycles and fabricated (3) composite parts. The tool maintained dimensional stability and vacuum integrity throughout the functional testing and composite part manufacturing.

LFAM Tool after Autoclave Cure
The composite cure tool was printed and NC machined on Thermwood’s Large Scale Additive Manufacturing (LSAM) 1020 machine. The LFAM technology cost savings was estimated at 50% compared to traditional tool fabrication methods, and reduced tool fabrication lead-time by 65%. The cost savings and tool fabrication cycle time reduction could provide enormous benefit to any organizations performing low volume or custom composite part fabrication and repair.

Composite Part Fabricated from LFAM Tool
Nondestructive Inspection (NDI) was performed on the composite parts fabricated on LSAM tools. The NDI results did not indicate any porosity. Due to the complex shape of the composite demonstration part several NDI process were employed. X-ray and C-Scan results did not reveal any delaminations or defects.
The program benefited from a cooperative effort among several contributors to achieve success. The partnership between industrial technology leaders, Boeing and Thermwood coupled with the Office of Naval Research’s drive to transition technology, led to the successful program.
“Collaborations such as this help expand the scope of capabilities of emerging large scale additive technology by addressing real world challenges that would be difficult for any single entity to define and address by itself. We look forward to new challenges moving forward”, says Thermwood CEO, Ken Susnjara.
Additional development is key to expand LFAM composite cure tooling implementation. Boeing Associate Technical Fellow Michael Matlack commented “The program provided significant results in validating additive manufacturing as a viable method of producing lower cost, capable tooling with substantial time savings over traditional methods.”
The Naval Air Systems Command (NAVAIR) Aircraft Equipment Reliability & Maintainability Improvement Program (AERMIP) provided funding for this program led by Advanced Technology International (ATI) for the Office of Naval Research (ORN).
Remember, you can post job opportunities in the AM Industry on 3D ADEPT Media free of charge or look for a job via our job board. Make sure to follow us on our social networks and subscribe to our weekly newsletter : Facebook, Twitter, LinkedIn & Instagram ! If you want to be featured in the next issue of our digital magazine or if you hear a story that needs to be heard, make sure you send it to contact@3dadept.com


