


For this end of the year, and for its presence at the upcoming trade shows, 3D printer manufacturer AIM3D announces two major highlights: a new process that ambitions to address the challenges of layer-based 3D build processes of polymers when it comes to inhomogeneous structural properties and an industrial 3D printer.
Overcoming inhomogeneous strength issues
In additive manufacturing of polymers, components have inhomogeneous strength properties due to the layer-based build process. This manifests itself primarily in the form of tensile and flexural strength shortcomings, as well as very brittle behaviour along the Z axis. In contrast, the strengths achieved along the X and Y axes with some processes are already close to the strengths possible with conventional injection moulding. AIM3D has already demonstrated this with the processing of fibre-filled components based on PA6 GF30 material.
Addressing this issue will open new possibilities in terms of applications hence the development of the patent-pending Voxelfill process that uses the 3D extrusion technology of the CEM process, increasing this way the cost effectiveness of the CEM process.
This cross-layer filling strategy can also be utilized for multi-material components and is suitable for the manufacture of 3D printed parts in plastics, metals and ceramics. With this approach, parts are no longer created exclusively in layers (i.e. 2.5D). They utilize cross-layer filling by using so-called voxels as volume areas.
How does it work?
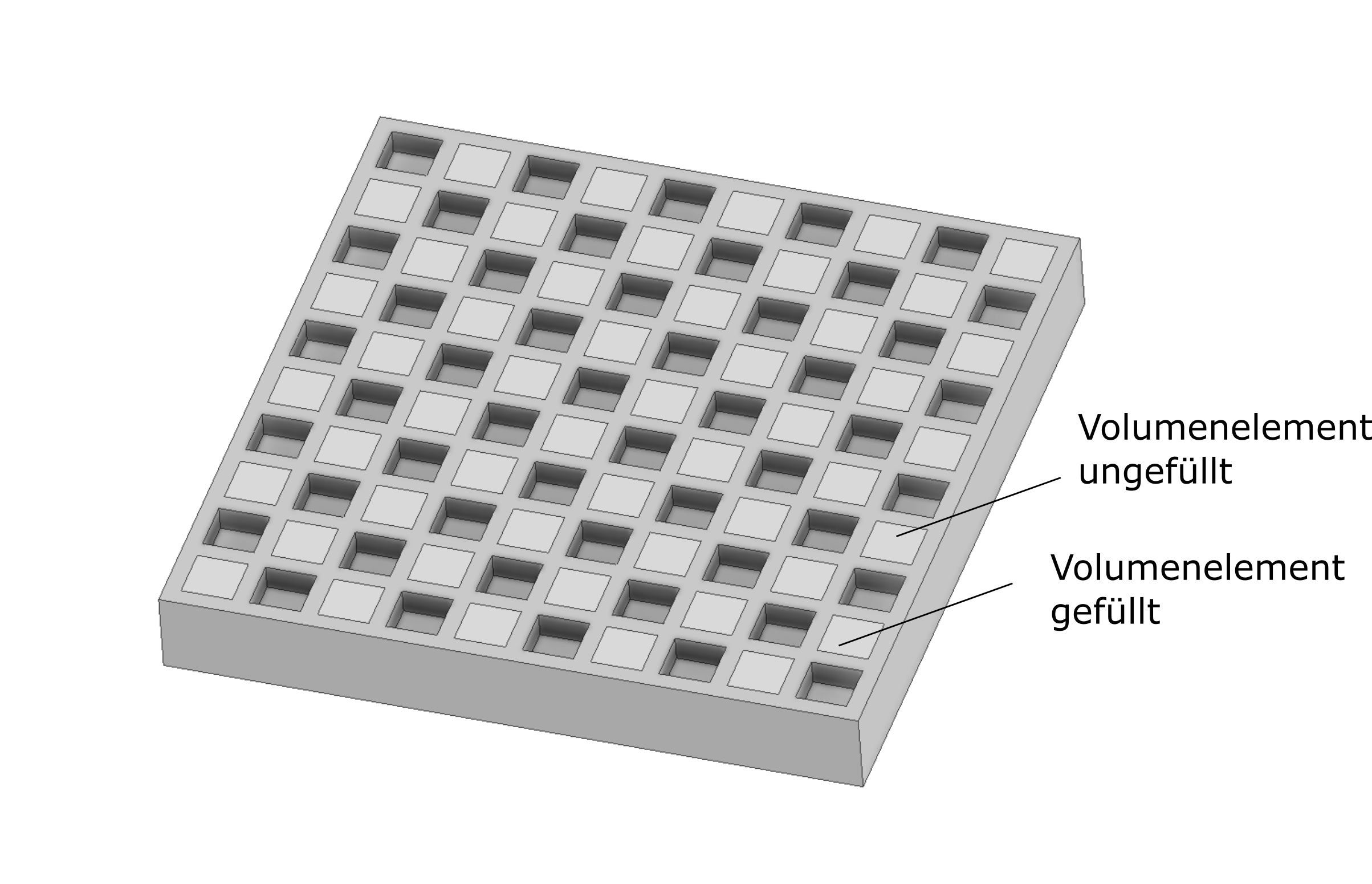
The component contour is first created as usual as the basic structure using one or more webs of the extruded material. A lattice pattern is created inside the component, which defines the boundaries of the volume elements to be filled, similar to cavities.
The structure of the voxels to be filled resembles the honeycomb in a beehive. The Voxelfill strategy now comprises two process stages:
- Generation of a lattice structure: the CEM system repeats this structure up to a defined height of the volume elements, then at this point the previously created cavities (voxels) are filled by injecting thermoplastic material with the extruder.
- Filling phase of the voxels: now the second, even more important component of this 3D printing strategy is deployed: when the volume areas are filled, this does not include filling all voxels in one plane.
This would again result in a Z direction weakness directly in the “seam” plane. By shifting the volume elements halfway up the voxel, a kind of “brick-like bond” is created in the component, resulting in the yield line being offset. This results in an enormous increase in strength and also improves the elasticity of the components in the Z direction. In addition, the introduced volume elements greatly reduce the printing time for fully filled components and thus significantly increases the cost-effectiveness of the CEM process.
The ExAM 510 granulate 3D printer
With a greater build area, higher precision and accelerated build speeds as key features that differentiates it from its predecessor, AIM3D’s new 3D printer is bringing multi-material 3D printing to the next level as it can process up to three materials at the same time.
The build area can be heated up to 200 ºC in order to reduce the stresses in the component and to process high-performance materials. Needless to say that the build rate or print speed depends on the type of material used but the printing process can be as high as 250 cm³/h (when using a 0.4 mm nozzle).
This extruder class enables extrusion rates that are up to 10 times higher than commercially available filament extruders. The special appeal of the ExAM 510 is revealed by the materials that can be deployed. AIM3D has equipped the system with a heatable process chamber specially designed for the use of high-temperature plastics. This makes it possible to also process high-temperature plastics such as PEEK, PEI, PSU, PPS, with or without fibre filling, the company says.
ExAM 510 key features
| Print heads | 2 CEM pellet print heads max. 450°C
1 filament print head |
| Build platform | Vacuum clamping platform,
heatable up to 200°C |
| Print area | 510 x 510 x 400,
heatable up to 200°C |
| Kinematics | X : linear motor,
Y: linear motor, Z: Spindle axle |
| Print speeds | X/Y: 510 mm/s,
Z: 20 mm/s |
| Precision | X/Y: +/- 3µm,
Z: +/- 10µm |
Remember, you can post job opportunities in the AM Industry on 3D ADEPT Media free of charge or look for a job via our job board. Make sure to follow us on our social networks and subscribe to our weekly newsletter : Facebook, Twitter, LinkedIn & Instagram ! If you want to be featured in the next issue of our digital magazine or if you hear a story that needs to be heard, make sure you send it to contact@3dadept.com


