


Systems used in the manufacturing industry have a lot of dependences, that are not static. So far, simulation appears to be one of the rare tools that can analyze and improve these complex and dynamic systems. In the additive manufacturing industry especially, operators still wonder how they can ease the transition from traditional manufacturing to actual AM.
We will tackle this issue by laying emphasis on their use, advantages and limitations. Pareekshith Allu, Senior CFD Engineer at FLOW Science, Inc. and Rashid Miraj, Director of Technical Operations at AlphaSTAR shared their expertise in this dossier.
Both companies have extensive experience in software solutions. They supply their services across a wide range of industries, and obviously, additive manufacturing is part of them.
Flow Science, Inc. is a software company that develops tools for computational fluid dynamics, also known as CFD. Among its CFD solutions, the company has developed FLOW-3D, a CFD software that provides solutions for free-surface flow problems.
AlphaSTAR Corporation on its side is a software company that provides advanced engineering services for physics-based simulation technologies. Dedicated to additive manufacturing, structural modeling and analysis of advanced composite structures its simulation technologies are exploited in the aerospace, automotive, defense and energy industries around the world. The company has developed GENOA3DP, an Additive Manufacturing Simulation tool that assists
the 3D printing process in predicting deformation, residual stress, damage initiation and crack growth formation associated with as-built AM parts.
Both resource persons will take examples from use cases developed by the company they are working in, to illustrate their arguments.
A simulation tool enables to imitate the operation of a real-world process or system. Those types of software enable engineers to predict the behavior of a system based on the evaluation of the design, the diagnosis of problems with an existing design as well as one or several tests of a system under conditions that are hard to reproduce.
Various reasons can explain the use of a simulation software by engineers and scientists: the need to create and simulate models at low cost rather than build and test hardware prototypes; the need to test several designs before choosing one to build on an additive manufacturing system, or even the need to test the integration of the full design by connecting the simulation software to hardware.
There might be a thousand other reasons why engineers and scientists use simulation software. However, the most difficult part is not to know the reasons why simulation software can be used
– since at this time, its potential is no longer to be proven -, but above all, to know what features of simulation software best meet their needs.
Main features of simulation software for additive manufacturing
According to Pareekshith Allu, Senior CFD Engineer at FLOW Science, Inc., “a simulation software needs to have three features: it needs to implement relevant physics accurately across a range of length and time scales, it needs to be computationally efficient, and it needs to be intuitive for the user.”
Even though simulation can be applied with various 3D printing technologies, the Senior CFD Engineer also lays emphasis on the difference shades that may rise in the use of simulation software for various AM technologies.
“In laser powder bed fusion (LPBF), direct energy deposition (DED) and selective electron beam melting (SEBM) for instance, we need to be able to simulate powder spreading and bed compaction, melt pool dynamics and associated defects such as balling, keyhole formation and porosity, and residual stresses and distortions in the finished part. Our modelling tool FLOW-3D® accurately simulates these AM processes by implementing all the relevant underlying physics at the micro- and meso-scales” adds Pareekshith Allu.
“Through such simulations, users can develop process windows for various parameters such as laser power, scan speed, hatch spacing, and powder size distributions, to successfully additively manufacture different alloys. Computational efficiency allows AM engineers to generate these process windows more quickly than running experiments.
Of course, ease of use is key to successfully incorporating simulation software. An intuitive, process-based interface lets users follow a logical sequence of setup that implements the necessary inputs like material properties, CAD geometries, meshing and boundary conditions in a meaningful way. This translates into a short learning curve for first time users, and a simulation tool that is accessible to a wider audience of industry and academic professionals.”
For AlphaSTAR on the other hand, an accurate simulation of an AM build must consist of the following components and techniques:
“A validated as-built virtual material model incorporating temperature dependent material properties.
• Quality assessment of the g-code, laser path, printing process, and printed part.
• Fully coupled thermal-structural process simulation analyzing build deformation and defects.
• Ability to submit virtual as-built part to in-service loading.”
In addition to these general features presented by the company, AlphaSTAR’s software, GENOA 3DP, enables its users to achieve environmental effects (like oxidation), to calculate void and damage using global or local material modeling or even to qualify and certify to achieve part performance prediction.
Moreover, additive manufacturing remains a relatively broad topic and one thing, we have already observed is that 3D printing technologies do not often really look alike and might require a wide range of materials. So, do simulation software solutions change according to a specific type of additive manufacturing process or according to the materials used?
Simulation software, additive manufacturing processes & materials
When it comes to simulation, both experts believe that simulation software solutions usually do not change according to a specific type of AM process or material
 Speaking of AM processes such as LPBF, DED and SEBM, Flow 3D explains that all these AM processes have an energy source, such as a laser/electron beam that interacts with powders to form a melt pool and eventually a solidified track or a single layer. The process is repeated until the full part is built. The underlying physics – laser/electron beam interaction with particles, melt pool dynamics and solidification – is similar across all three processes.
Speaking of AM processes such as LPBF, DED and SEBM, Flow 3D explains that all these AM processes have an energy source, such as a laser/electron beam that interacts with powders to form a melt pool and eventually a solidified track or a single layer. The process is repeated until the full part is built. The underlying physics – laser/electron beam interaction with particles, melt pool dynamics and solidification – is similar across all three processes.
Taking the example of FLOW-3D, Pareekshith Allu adds that: “Granted, the setup and analysis of such processes in a simulation tool will be different, but at the end of the day, in FLOW-3D, the users will still be taking a CFD-based approach and solving the relevant governing equations to model all these processes.”
As far as binder jetting simulation is concerned, the senior engineer explains that, since there is no melting of particles, the application of simulation software differs from the previous AM processes. For such scenario, the company recommends a CFD approach that enables accurate analysis of the interaction between binder resin and particles and leads to better design of process windows for particle size distributions, binder droplet sizes and velocities.
“As for material properties, they are inputs into FLOW-3D. The software solution will not change in the sense that a physics-based tool still solves the same underlying governing equations, irrespective of the material properties that are input into the model.”, concludes Pareekshith Allu.
This being said, we still have to determine what a simulation software is capable to achieve in practice.
 How does GENOA 3DP distinguish itself among others of the same range?
How does GENOA 3DP distinguish itself among others of the same range?
– The case of a mount ring bracket for a defense agency
GENOA3DP mainly supports the virtual simulation and analysis of polymers, metals and ceramics. In addition to what has been aforementioned (identification of location and extent of damage and fracture), parameters such as printing speed, intrusion distance, temperature and material type can be modified to improve the manufacturing process. Rashid Miraj, Director of Technical Operations at AlphaSTAR shares below how the software was used in the manufacturing of a mount ring bracket for a defense agency.
“GENOA 3DP is a micromechanical solution that allows users to virtually qualify each step of the AM process from material characterization, to build simulation/optimization to in-service loading of the printed part.
In the case of a mount ring bracket for a defense agency, GENOA 3DP was able to simulate the additive process from start to finish: beginning with a material model that accounted for temperature dependent properties and the effect of defects; secondly, the utilization of multi-scale progressive failure analysis, to simulate the build and identify manufacturing anomalies related to geometry (i.e. the need for supports) and damage initiation/propagation. Furthermore, the software allowed for Design of Experiments to identify an optimal build path and reduced manufacturing defects such as residual stress. Last and most importantly, the virtual as-built part was subjected to service load in order to ensure that finished product met specification and qualification.”
How does FLOW-3D distinguish itself among others of the same range?
– Effects of random powder distribution and material evaporation on melt pool dynamics
Among its various applications, FLOW-3D stands out by enabling the development of process windows for alloys and delivers analyses of microstructure evolution, which is of paramount importance to both AM machine manufacturers and end users of AM technology.
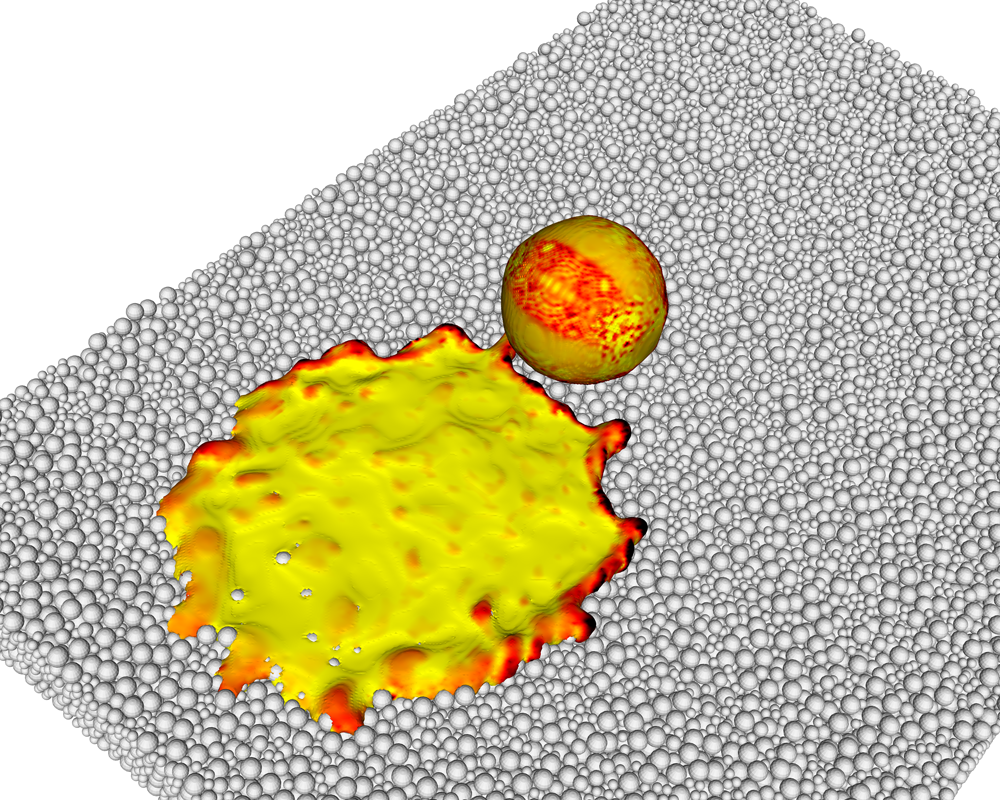
Indeed, thanks to the company’s proprietary volume-of-fluid algorithm called TruVOF®, it is possible to track the evolution of the melt pool surface. Coupled to this algorithm are various physics models such as surface tension, viscous flows, laser heating, evaporation pressure, phase change, and solidification. A discrete element method (DEM) has also been integrated to simulate powder spreading and compaction.
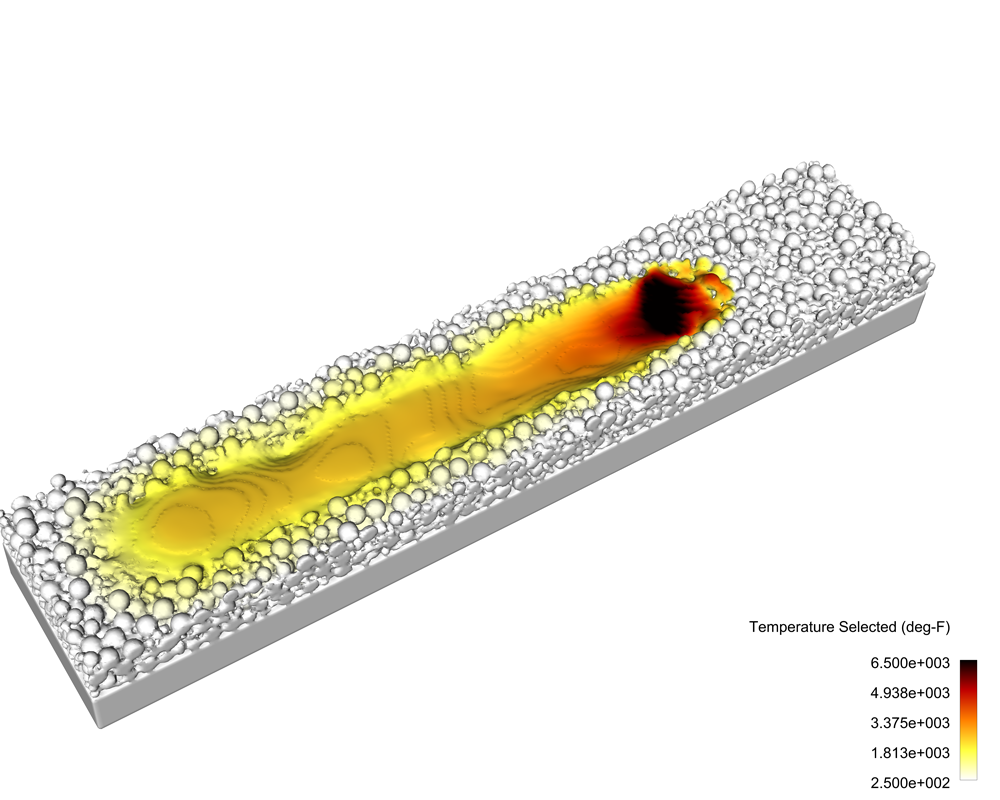
To demonstrate the capacities of its software, the company shares today the effects of random powder distribution and material evaporation on melt pool dynamics.
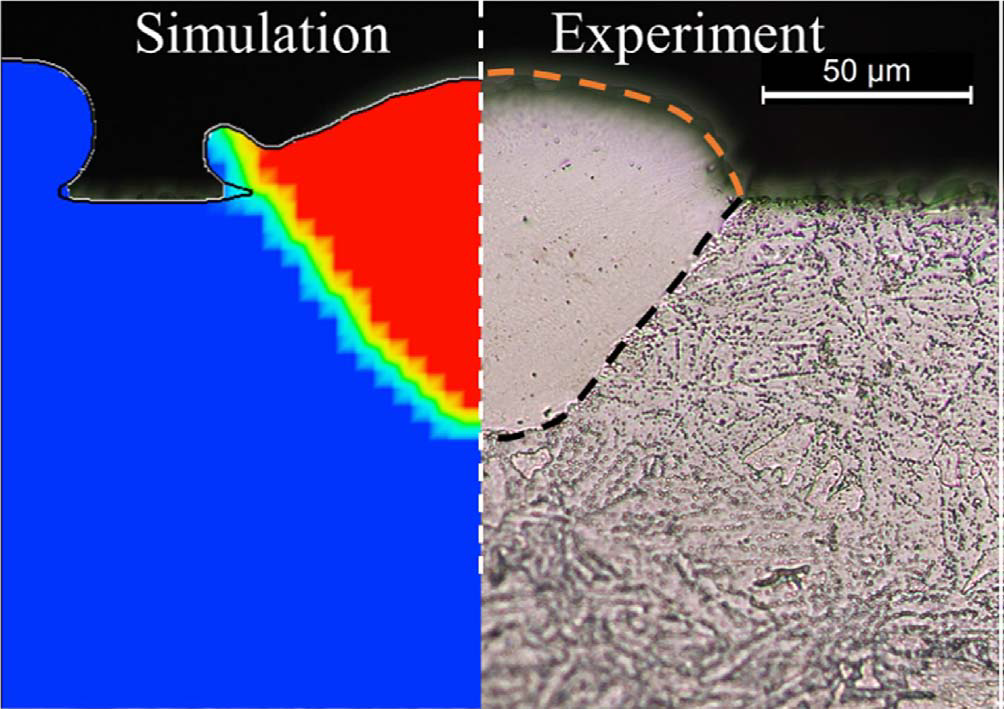
“A three-dimensional numerical model that incorporates a randomly-distributed powder bed and material evaporation was developed using FLOW-3D to investigate melt pool dynamics with keyhole formation in a laser powder bed fusion process. The discrete element method (DEM) was employed to simulate powder packing, which accounts for the motion of a large number of particles including particle/particle and particle/wall interactions. The model was validated by measuring the particle size distributions in specific areas and ensuring that no powder size segregation occurs. Next the flow behavior of the melt pool is characterized by calibrating parameters in the numerical model to achieve good agreement with the experimental results. The importance of including material evaporation in the numerical model is demonstrated by measuring the melt pool dimensions, which turn out to be narrower and deeper than when evaporation effects are not considered. Moreover, a keyholing effect is observed due to the recoil pressure resulting from evaporation, which affects surface morphology and surface temperatures of the melt pool. As illustrated in Figure 1, the contours of the cross-sections of the melt region including the dimensions and surface morphology compare very well between the simulations and experiments, justifying the importance of including evaporation effects.”
The evolution of the simulation software in the additive manufacturing industry
This overview in the world of simulation software gives an interesting perspective on the reasons and the features that users consider crucial to take advantage of a simulation software. Although those companies only share their insights based on their customers feedback or their own experience, keep in mind that, in the end, the most important is that the user is able to know how to produce a metal or polymer part with reliable and repeatable results.
As AlphaSTAR said: “the most important role of software in the AM industry is to see who can deliver finished goods that meet customer demands.”
Among the current areas for improvement, experts underline the need users to have a simulation tool that can run on desktop computers in reasonable time frames and provide actionable information to achieve process parameter optimization on the one hand; on the other hand, the urgency to improve the availability of material properties of various alloys.
Lastly, it goes without saying that every software company will have its own areas for improvement to watch in order to achieve its business objectives.


