


Reconnus comme l’une des sources d’énergie les plus efficaces, les lasers jouent un rôle crucial dans différents domaines et la fabrication additive ne fait pas exception à la règle. Si, pour de nombreux utilisateurs, les lasers sont directement associés à une plus grande vitesse, la clé de la qualité des produits et de l’augmentation de la productivité dans la fabrication réside souvent dans le type de lasers dont l’imprimante 3D est équipée. Il est intéressant de noter que les différents procédés de fabrication additive (FA) nécessitent différents types de lasers. L’article ci-dessous vise à mettre en lumière les paramètres laser importants pour la FA et à souligner les considérations spécifiques à prendre en compte pour sélectionner les lasers idéaux pour son équipement de FA.
Comme vous le savez peut-être, un faisceau laser peut délivrer une grande quantité d’énergie dans une zone focale à micro-échelle, ce qui permet d’atteindre un haut degré de précision et de rapidité pour une large gamme de matériaux.
Avant de se pencher sur les lasers les plus utilisés dans les équipements de FA, il est important de rappeler qu’un laser est généralement constitué d’un milieu de gain, d’une source d’énergie de pompage et d’un résonateur optique. Le milieu à gain à l’intérieur du résonateur optique amplifie le faisceau lumineux par émission stimulée, en utilisant l’énergie externe fournie par une source de pompage. Le milieu à gain utilisé est donc très important car il permet de classer facilement les lasers en trois catégories : les lasers à gaz, les lasers à l’état solide et les lasers à fibre.
Cela dit, le laser CO2, le laser Nd:YAG, le laser à fibre Yb et le laser excimer sont souvent cités comme les principaux lasers utilisés dans l’industrie de la FA en raison de leur utilisation répandue dans des procédés de FA spécifiques et d’autres procédés de fabrication de précision.
Pour ceux qui ne connaissent pas encore ce domaine, il convient de noter que le laser CO2 est l’un des premiers lasers à gaz à avoir été développé dans l’industrie. Dans les lasers CO2, le milieu à gain à l’état gazeux remplit le tube de décharge et est pompé électriquement par un courant continu ou alternatif pour obtenir l’inversion de population nécessaire à l’émission de lumière.
Les lasers Nd:YAG (laser à grenat d’aluminium et d’yttrium dopé au néodyme ; laser Nd3+:Y3Al5O12) sont un type de laser à l’état solide utilisant des cristaux Nd:YAG en forme de bâtonnets comme milieu de gain solide.
Un laser à fibre est un type de laser dont le milieu de gain actif est une fibre optique dopée avec des éléments de terres rares, tandis que les lasers à excimère utilisent des « excimères » comme milieu de gain et sont pompés par une décharge électrique pulsée pour produire des impulsions de l’ordre de la nanoseconde dans la région ultraviolette (UV).
« Les lasers CO2 étaient utilisés à la fois pour les métaux et les polymères, mais ils n’étaient pas assez puissants pour faire fondre et fusionner correctement les métaux. Les lasers sont également disponibles en différents niveaux de puissance, qui peuvent être augmentés ou réduits en fonction des paramètres choisis pour un matériau donné ou une caractéristique d’impression souhaitée. Toutefois, la puissance prévue ne peut être dépassée. Par exemple, un laser de 500W ne fonctionnera que jusqu’à 500Wé, souligne Alex Kingsbury, Market Development Manager – Additive Manufacturing chez nLIGHT.
Jusqu’à présent, nous avons constaté que les imprimantes 3D basées sur la stéréolithographie (SLA), le frittage sélectif par laser (SLS), le dépôt d’énergie dirigé et la fusion sélective par laser (SLM) peuvent toutes être équipées de lasers spécifiques.
Michael Rath, représentant des ventes internes chez Novanta, explique les différences dans l’utilisation des lasers dans ces imprimantes 3D :
« Les lasers utilisés dans les machines de fabrication additive par laser sont principalement définis par l’interaction laser-matériau du matériau d’impression de base. La longueur d’onde centrale du laser doit s’aligner sur le spectre d’absorption du matériau d’impression 3D. Les lasers UV (environ 355 nm) sont nécessaires pour les machines qui utilisent des résines photopolymères, les lasers CO2 (environ 10 µm) sont nécessaires pour les machines SLS qui utilisent des poudres polymères, et les lasers IR (environ 1 µm) sont nécessaires pour les machines SLM qui utilisent des poudres métalliques.
Les machines à résine photo-polymère utilisent généralement des lasers UV à semi-conducteurs à triple fréquence d’une puissance de sortie de 500 mW à 1,5 W. Les machines à lit de poudre polymère utilisent généralement des lasers CO2 à tubes métalliques fermés et excités par radiofréquence, optimisés pour une émission en ondes entretenues d’une puissance de sortie de 30 W à 150 W. Les machines à lit de poudre métallique utilisent des lasers à fibre YB monomodes et annulaires d’une puissance de sortie de 200 W à 3000 W. »
Quels sont donc les critères essentiels pour le choix des lasers ?
« La longueur d’onde centrale du laser est le critère le plus [important] pour la sélection d’un laser. Comme décrit ci-dessus, la longueur d’onde centrale du laser doit s’aligner sur le spectre d’absorption du matériau d’impression 3D. Outre l’optimisation de la longueur d’onde, les lasers sont qualifiés sur la base de plusieurs caractéristiques de performance, notamment la stabilité de la puissance, la stabilité de la divergence, la stabilité de la longueur d’onde, la puissance de sortie et la qualité du faisceau (M²). La stabilité d’impulsion à impulsion pour les lasers pulsés ou la stabilité de la puissance moyenne pour les lasers à ondes entretenues affecte directement la largeur du matériau imprimé, et donc la qualité de la pièce à fabriquer. La stabilité de la divergence et la stabilité de la longueur d’onde peuvent avoir un impact similaire. La puissance de sortie du laser détermine généralement la vitesse d’impression et le débit. La longueur d’onde, la qualité du faisceau (généralement exprimée en M²) et le choix de la tête de numérisation affecteront la taille du foyer du faisceau et définiront donc la taille minimale de la pièce imprimée », déclare d’emblée Rath.
Sur la base de ces critères, il est possible d’identifier les spécifications des lasers souvent intégrés dans les machines de FA :
| Laser | CO2 laser | Nd:YAG laser | Yb-fiber laser | Excimer laser |
| Application | SLA, SLM, SLS, LENS | SLM, SLS, LENS | SLM, SLS, LENS | SLA |
| Longueur d’onde de fonctionnement | 9.4 & 10.6 μm | 1.06 μm | 1.07 μm | 193, 248, and 308 nm |
| Puissance de sortie (CW) | Jusqu’à 20 kW | Jusqu’à 16 kW | Jusqu’à 10 kW | Puissance Moyenne de 300 W |
| Source de la pompe | Décharge électrique | Diode laser flashlampor | Diode laser | Recombinaison de l’excimère par décharge électrique |
| Mode de l’opération | CW & Impulsion | CW & Impulsion | CW & Impulsion | Impulsion |
| Durée de l’impulsion | “Hundreds ns-tens μs” | “Few ns – tens ms” | “Tens ns – tens ms” | “Tens ns” |
| Facteur de qualité du faisceau (mm·mrad) |
3 – 5 | 0.4 – 20 | 0.3 – 4 | 160 x 20
(Vertical x Horizontal) |
*Veuillez noter que ces spécifications peuvent varier légèrement d’un fournisseur à l’autre. Source : Lasers in AM : A review.
Si toutes ces spécifications vous semblent excessives, nous vous recommandons de garder à l’esprit les conseils de Kingsbury pour évaluer un bon laser :
« Pour commencer, il existe quelques paramètres de qualité simples que vous pouvez vérifier pour évaluer rapidement la qualité d’un laser. Le premier est le produit des paramètres du faisceau (BPP = beam parameter product). Le BPP vous donne des informations sur la capacité d’un faisceau à être focalisé sur une petite taille de spot. Ceci est important pour la FA car la taille du spot laser déterminera la largeur du bain de fusion.
Une autre bonne mesure de la qualité du faisceau pour les faisceaux de forme gaussienne, c’est-à-dire la plupart des faisceaux laser utilisés dans la fabrication additive, est la valeur M2. Plus le chiffre est bas et proche de 1, meilleure est la qualité du faisceau et plus vous pouvez le contrôler.
Un équipementier qui construit des imprimantes 3D prendra également en compte d’autres facteurs liés au laser, tels que la quantité d’« overhead », c’est-à-dire la puissance de réserve, intégrée dans le laser.
Comme nous nous dirigeons de plus en plus vers des systèmes multi-laser, nous devons également tenir compte du degré de synchronisation de ces lasers. »
L’impact des lasers sur le coût des imprimantes 3D
Même si l’accent a été mis sur les imprimantes 3D dans cet article, il convient de noter qu’en FA, il est possible d’utiliser des lasers CO2 pour polir les surfaces des pièces en polymère imprimées en 3D et les rendre plus lisses. Selon l’équipe d’experts de Novanta, il s’agit d’une procédure courante lors de l’impression de semelles de chaussures personnalisées.
Par ailleurs, ce n’est un secret pour personne que l’une des limitations qui ralentissent l’achat d’imprimantes 3D industrielles (en particulier les imprimantes 3D métal) est le coût élevé qu’il faut investir dans ces machines. Pour réduire ces coûts, plusieurs OEM sur le marché (comme ONE Click Metal) qui se targuent de fournir des imprimantes 3D métal abordables, concentrent le développement de leur machine sur l’une des parties les plus chères : les lasers.
Il est donc important de garder à l’esprit que même le prix de ces lasers varie d’une catégorie à l’autre.
Selon l’équipe d’experts de Novanta, « le type de laser (CO2 ou fibre) et la puissance de sortie auront un impact sur le coût total de l’imprimante. Par exemple, pour les lasers à fibre, il existe environ trois catégories :
- Les lasers à fibre monomode à onde continue peu coûteux et refroidis par air, d’une puissance maximale de 500 watts.
- Les lasers à fibre monomode à onde continue refroidis à l’eau, d’un coût moyen et d’une puissance supérieure à 500 watts.
- Lasers à mode annulaire à onde continue refroidis à l’eau et d’un coût élevé.
Pour les lasers à CO2, il existe des catégories similaires :
- Lasers CO2 à tube de verre bon marché d’une puissance de sortie inférieure à 100 W
- Lasers CO2 scellés RF à prix moyen d’une puissance de sortie inférieure à 100 W
- Lasers CO2 RF-scellés à haut coût avec une puissance de sortie supérieure à 100 W ».
À cela, l’expert de nLIGHT répond que « les lasers, ou le “moteur de lumière”, c’est-à-dire l’ensemble du train optique, y compris le scanner, constituent le cœur même d’une imprimante 3D, et le moteur de lumière représente généralement une part raisonnable de la facture totale des matériaux d’une imprimante 3D. Les lasers CO2, comme mentionné ci-dessus, sont moins chers que les lasers à fibre, donc dans les cas où ils fonctionnent bien, c’est-à-dire pour les systèmes polymères, ils sont le laser de choix ». Toutefois, le choix du scanner est toujours possible.
Les techniques de fabrication additive faisant appel aux lasers sont utilisées dans plusieurs secteurs, notamment l’électronique, le médical, l’automobile et l’aérospatiale. Avec le besoin croissant d’applications industrielles, les lasers continueront à jouer un rôle crucial dans la poursuite des performances visées. Leur choix doit donc toujours tenir compte de leurs principes de fonctionnement, de leurs configurations optiques et de l’analyse comparative de leurs avantages et limites respectifs.

Notes de la rédaction
Pour discuter de ce sujet, nous avons invité deux entreprises possédant une expertise clé dans le domaine des technologies laser.
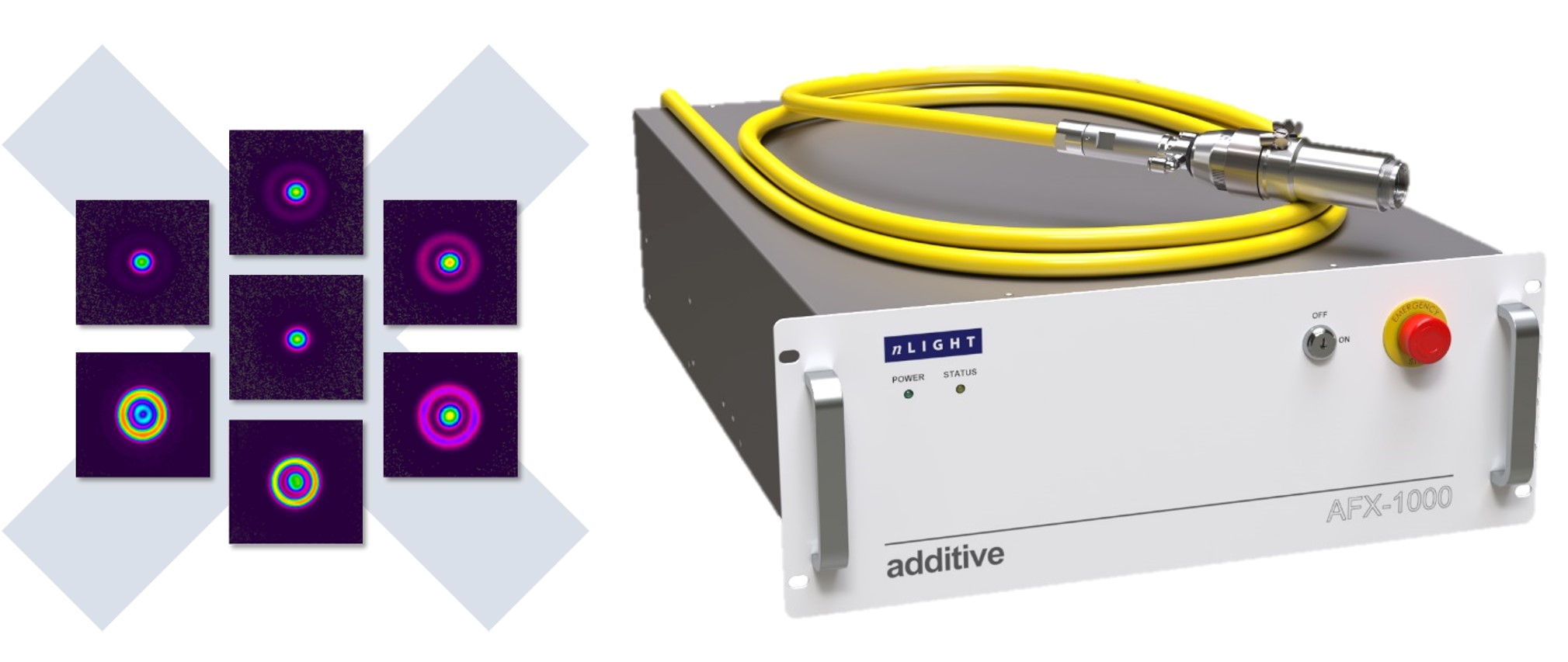
nLIGHT est une société fondée en 2000 qui développe, conçoit et produit des technologies et des produits laser. Elle fournit à l’industrie de la FA des lasers à fibre industriels de haute puissance pour les systèmes L-PBF. Elle propose des lasers « standard » de forme guassienne d’une puissance de 500 W à 1 kW, ainsi que des lasers « façonnés », les AFX, d’une puissance de 1 kW à 1,5 kW. Les lasers peuvent être mis en forme par l’intermédiaire de l’optique en espace libre, mais l’AFX est mis en forme dans la fibre, ce qui est unique à nLIGHT. La mise en forme du faisceau dans la fibre permet un contrôle précis du faisceau, et donc du bain de fusion. L’AFX dispose de six formes différentes de faisceau annulaire qui peuvent être sélectionnées, et chacune peut être plus appropriée que l’autre en fonction du matériau, de la géométrie et de la microstructure souhaitée. Selon le responsable du développement des marchés – AM de la société, grâce à une meilleure compréhension du lit de puissance, l’industrie de la FA des métaux a pu évoluer avec succès vers des puissances de laser de plus en plus élevées. La norme actuelle est de 1 kW. Toutefois, au-delà de 1 kW, le bain de fusion devient instable, ce qui entraîne une porosité excessive et des pièces de mauvaise qualité. Les lasers annulaires sont la seule forme de laser qui permet d’appliquer des puissances plus élevées au lit de poudre tout en conservant un bain de fusion stable. En outre, la largeur du bain de fusion peut atteindre 300 microns, ce qui permet d’atteindre de nouveaux niveaux de productivité dans les machines de FA des métaux.
Grâce à sa marque Synrad, Novanta propose des lasers CO2 haute performance de 10 W à plus de 200 W pour les machines d’impression 3D SLS de polymères. Novanta offre également aux OEM et aux architectes de systèmes une large gamme de systèmes de livraison de faisceaux laser de haute précision et de composants d’orientation de faisceaux pour les applications SLA, SLS et SLM. FIREFLY3D est la nouvelle génération de tête de scan 3 axes de Novanta conçue pour les machines de fusion laser à base de poudre (LPBF) dans les applications de fabrication additive. Le FIREFLY3D est une solution fermée et compacte conçue pour augmenter les performances de la ligne de produits grâce à la capacité de la machine à têtes multiples qui peut atteindre jusqu’à 100% de chevauchement. La conception intègre des caractéristiques qui simplifient l’installation et le fonctionnement, notamment l’étalonnage automatisé du champ de balayage et des fonctions avancées telles que la surveillance précise du processus de fabrication additive.
Ce dossier a été initialement publié dans le numéro de Mai/Juin 2024 de 3D ADEPT MAG
")

