


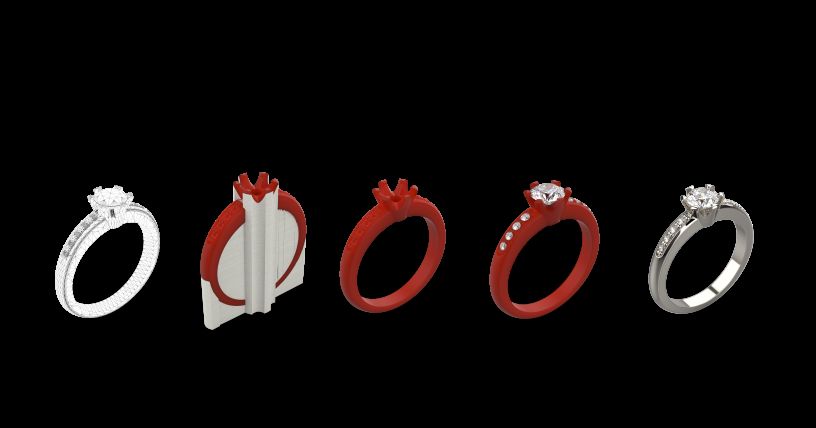
For those new to or working outside of this creative sector, note that in jewelry casting, a pattern refers to a model, typically made of wax or resin, that represents the desired shape and design of the final jewelry piece. This pattern is then used to create a mold into which molten metal is poured, resulting in the finished jewelry.
Before the adoption of additive manufacturing (AM) in the jewelry industry, hand-carving wax models and CNC (computer numerical control) milling were the most commonly used methods for producing casting patterns.
Apart from the time-consuming workflow, jewelry designers could not often achieve highly detailed or organic forms, such as intricate filigree, hollow or interlocking parts, and often lack perfect repeatability due to human error.
This meant that prototyping or making design changes requires manual rework (for hand-carving), or reprogramming and remilling (for CNC). Eventually, this slows down the design process and increases the cost of iteration.
While many of the limitations of traditional hand-carving can be addressed by additive manufacturing (AM), AM alone isn’t a silver bullet. The growing variety of materials, machines, and processes available today makes it increasingly difficult for designers to know which option to choose—especially when it comes to creating casting patterns that meet both aesthetic and technical expectations.
AM processes that can be used for the production of jewelry casting patterns

Several additive manufacturing (AM) processes are used to create jewelry casting patterns, primarily for lost wax casting. These include Stereolithography (SLA), projector-based technology such as Figure 4 and PSLA, Extrusion (EXT), MultiJet Printing (MJP), and Selective Laser Sintering (SLS).
Among the most critical choices in this landscape is deciding between wax and resin for casting patterns. Each material has its strengths, limitations, and ideal use cases—whether one is designing a one-of-a-kind piece or preparing for small-batch production.
Although 3D Systems’ portfolio includes all the aforementioned AM processes, its solutions specifically designed for jewelry casting patterns include Wax Multijet Printing (3D Systems’ MJP 300W), and Resin Multijet Printing (the ProJet® MJP 2500 Plus 3D printer), and Projector-based Technology (the Figure 4® 3D jewelry printer).
Deciding between wax and resin for casting patterns
With key insights from Rob Noce, Product Manager for Jetting Technologies at 3D Systems, we’ve identified material-specific considerations, surface finish, and resolution differences as key areas where each technology distinguishes itself.

First, at the design level, Noce explains that both technologies almost have the same level of geometric complexity and customization for unique designs:
“Design capability is nearly equivalent between wax and resin. The key is the use of support wax, which enables nearly fully enclosed surfaces. The support wax is either melted or dissolved in post-processing, so no mechanical intervention is required. The key difference is that the resin materials are more suitable for the smaller, lightweight designs because the plastic material is more durable to handling and post-processing.”
Wax MultiJet Printing (MJP) is particularly valued for smooth surface finish and clean burnout, leaving extremely low ash content—qualities that are critical for producing high-fidelity castings with minimal post-processing. On the other hand, resin-based MJP is often the preferred choice for designs with very thin features or intricate, delicate elements. The plastic material offers greater durability, making it easier to handle and refine parts during post-processing without risking breakage.
“This means wax is ideal for parts with larger features and requiring smoother surfaces, such as rings or bracelets. Parts with thin cross sections and delicate features are more difficult to post-process and more prone to damage through handling and post-processing. On the other hand, resin-based MJP is ideal for small, delicate parts, filigree designs, etc. They are more durable to handling and post-processing”, Noce continues.
The table below summarizes the key differences between wax and resin MultiJet Printing (MJP) technologies, focusing on resolution and layer thickness, post-processing, material handling, repeatability, and production consistency:
| Category | Wax MJP | Resin MJP |
| Best use cases | – Rings, bracelets, and parts with larger, smoother surfaces | – Small, intricate parts and filigree designs – More resilient to breakage during handling |
| Resolution & layer thickness | Up to 2000 dpi Layer thickness as low as 8μm | Up to 1600 dpi Layer thickness as low as 16μm |
| Post-processing differences | Support wax is dissolved in a solvent | Support material is melted away in an oven or steamer |
| Cost & throughput | Higher cost per gram can support up to 9000+ rings/month | Lower cost per gram (about half of wax) Can support up to 6000+ rings/month |
| Material handling & safety | Safe to touch 2-year shelf life | Safe once cured 2-year shelf life Uncured resin only dispensed during loading |
| Burnout behavior | Burns out extremely cleanly Minimal ash content | Slightly higher ash content, but still clean burnout with no expansion defects |
| Repeatability & production consistency | High repeatability when print orientation is consistent No loss of accuracy for bespoke vs. production parts | Same as wax Digital workflows ensure consistency |
Conclusion
Whether using wax for its proven casting behavior or resin for its ability to support intricate designs, jewelers today are equipped with options that can support—not replace—their creativity, while still delivering high-quality results. The key lies in understanding when to use each material—and how to make that choice work for both creative vision and production goals.
This content has been created in collaboration with 3D Systems.


