


“We are excited to announce the launch of X material, ready to be used for highly regulated industries.” I can’t count the number of times I’ve read similar press releases, or seen such announcements scroll past my LinkedIn feed, without truly understanding what “ready” actually means for industries like aerospace, space, or defence. Ready for whom? Ready for which application? Ready under what conditions?
That lack of understanding stayed with me until a recent conversation with Paul Gradl, Principal Propulsion Engineer and Inventor at NASA. “What companies often develop is a chemistry, initial print parameters, and very basic properties,” he said. “But that alone doesn’t make a material mature. True maturity comes from a disciplined process of evaluation to determine whether it can actually be used in a specific application. Pilot runs and industrial-scale feedstock are not the same thing.” His words put into perspective a gap that many in the additive manufacturing ecosystem intuitively feel, yet struggle to articulate.
This exchange took place in a broader context, one in which AM solution providers, users, and researchers have been lamenting for years the absence of a shared language that would allow manufacturers and technology providers to work together more effectively. A common framework to align expectations, assess risk, and make informed industrial decisions is still missing.
That is precisely where the need for a standard scale comes in: one that measures how mature a technology truly is, from an early idea to a proven, operational system. In simple terms, one standard scale that should answer a single, critical question: Is this technology just a concept, or is it ready for real-world use?
The challenge, however, is that this standard scale, commonly known as Technology Readiness Levels (TRLs), is interpreted and applied differently across sectors. How exactly do these interpretations diverge? And as additive manufacturing introduces new materials, processes, and qualification pathways, are existing TRLs still fit for purpose, or should they evolve to reflect this new industrial reality?
This dossier aims to explore these questions and more, by examining how TRLs guide industrial decisions and by sharing insights from experts navigating this complexity.
1) The concept of TRL
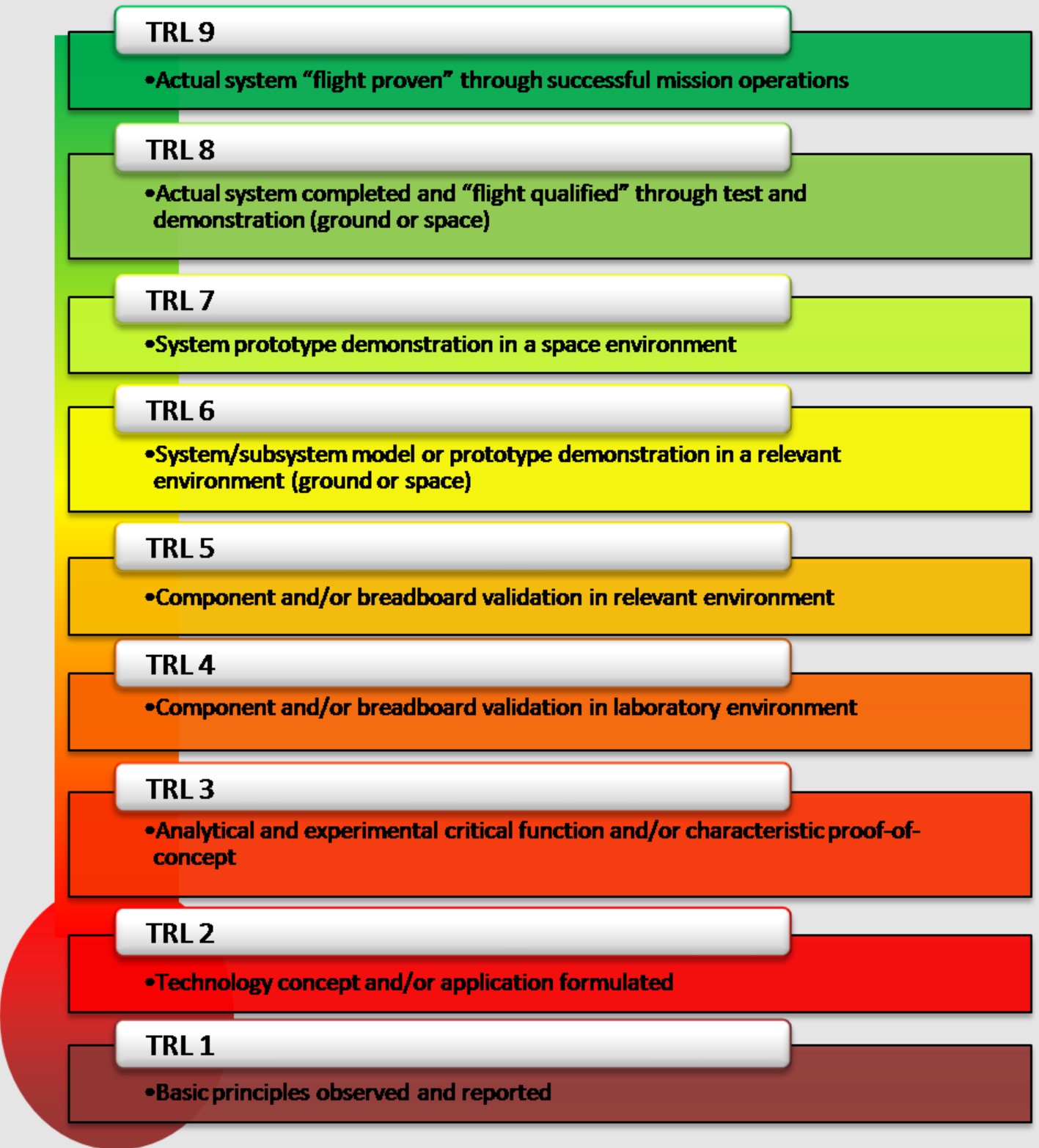
The Technology Readiness Level (TRL) scale was originally developed by NASA in the 1970s–1980s to manage risk in space programs. Its 1–9 scale* proved so clear and practical that it became the de facto global reference.
However, let’s remember that several major institutions including the European Space Agency (ESA), European Commission or the International Organization for Standardization (ISO) have adopted, standardized, or adapted the TRL concept, with guidance destined for European programs, or sometimes, anchoring them beyond space and defense. As NAMIC explains:
“TRLs are used to assess the maturity of technologies, ranging from fundamental research (TRL 1) to proven, deployed systems (TRL 9). Once it is at TRL 9, the product and system have been qualified through test and demonstration and can be deployed.
In most public R&D and innovation systems, TRLs follow the same 9-level scale regardless of whether the technology is additive or traditional manufacturing. However, additive manufacturing (AM) requires more specific interpretation of these levels that clearly states the demonstrated maturity of AM for a specific application.
There is another aspect that needs to be considered besides looking at TRL. For suppliers of Aerospace and Automotive systems and parts, they need to be NADCAP accredited with relevant AS91xx certification and regulatory approval from FAA/EASA, and IATF 16949/ISO9001/ISO140001 accredited respectively.”
In additive manufacturing in particular (AM), TRLs are often applied to materials, machines, processes, software, and entire production chains.
“We work with the same nine levels used for other technologies, from early concept through to proven operation, but the implications of each rung on that ladder are somewhat different because of AM, and Conflux’s ability to rapidly iterate and our tight coupling of simulation, design and manufacture,” Conflux’ CEO Dan Woodford told 3D ADEPT Media.
The underlying challenge raised by Woodford’s statement is whether TRLs are applied consistently and remain fit for purpose as additive manufacturing technologies reshape industrial qualification pathways.
2) Should TRLs in AM be assessed at the machine level, process level, material level, or application level, or all of them?

Across expert responses, a shared conviction emerges: TRL in additive manufacturing cannot be credibly assessed through a single dimension. Whether the entry point is the machine, the process, the material, or the part, readiness only becomes meaningful when these elements are considered together, and ultimately tested against a real application.
This holistic view is explicitly articulated by NAMIC, which frames TRL assessment as an application-led exercise:
“From a holistic perspective, they should be assessed at all these levels based on end applications: machine readiness, process readiness, material readiness, and application/part readiness.”
NAMIC further distinguishes between manufacturer-level readiness (covering machine, process, and material control) and product-level readiness, where the application itself becomes the final arbiter. As the institute notes, “the relevant TRL for industrial deployment of a specific AM technology is at the application level, but that application TRL is only credible if the machine, material, and process are all sufficiently mature and controlled.”
In other words, application readiness is not an independent milestone, it is the consequence of upstream maturity. This logic strongly resonates with the industrial perspective shared by Conflux Technology’s Dan Woodford, which warns against headline-driven interpretations of TRLs:
“From an industrial decision-making standpoint, you have to look at all of them together —machine, process, material, and application— because the true TRL is governed by the weakest link in that chain, not by the headline capability of any single element.”
Conflux’s position highlights a recurring pitfall in additive manufacturing: transferring maturity by association. As the company points out, “a high-end 3D printer used for defence parts, or a flight-qualified alloy, does not give you a high TRL if the parameter set, post-processing, inspection, or specific duty cycle for that component is still immature.”
Their internal practice reflects this reality, focusing on baseline data, statistical confidence, and grouping readiness by parts and product families, firmly anchoring TRL assessment at the application level.
Where the discussion gains an additional layer of nuance is through the perspective of Paul Gradl…
Gradl reframes the debate around manufacturing maturity rather than technology maturity alone. From his standpoint, while TRLs have been widely adopted in AM, they are often complemented, or even superseded, by Manufacturing Readiness Levels (MRLs) in aerospace and defence contexts, where scalability, repeatability, and production robustness are decisive.
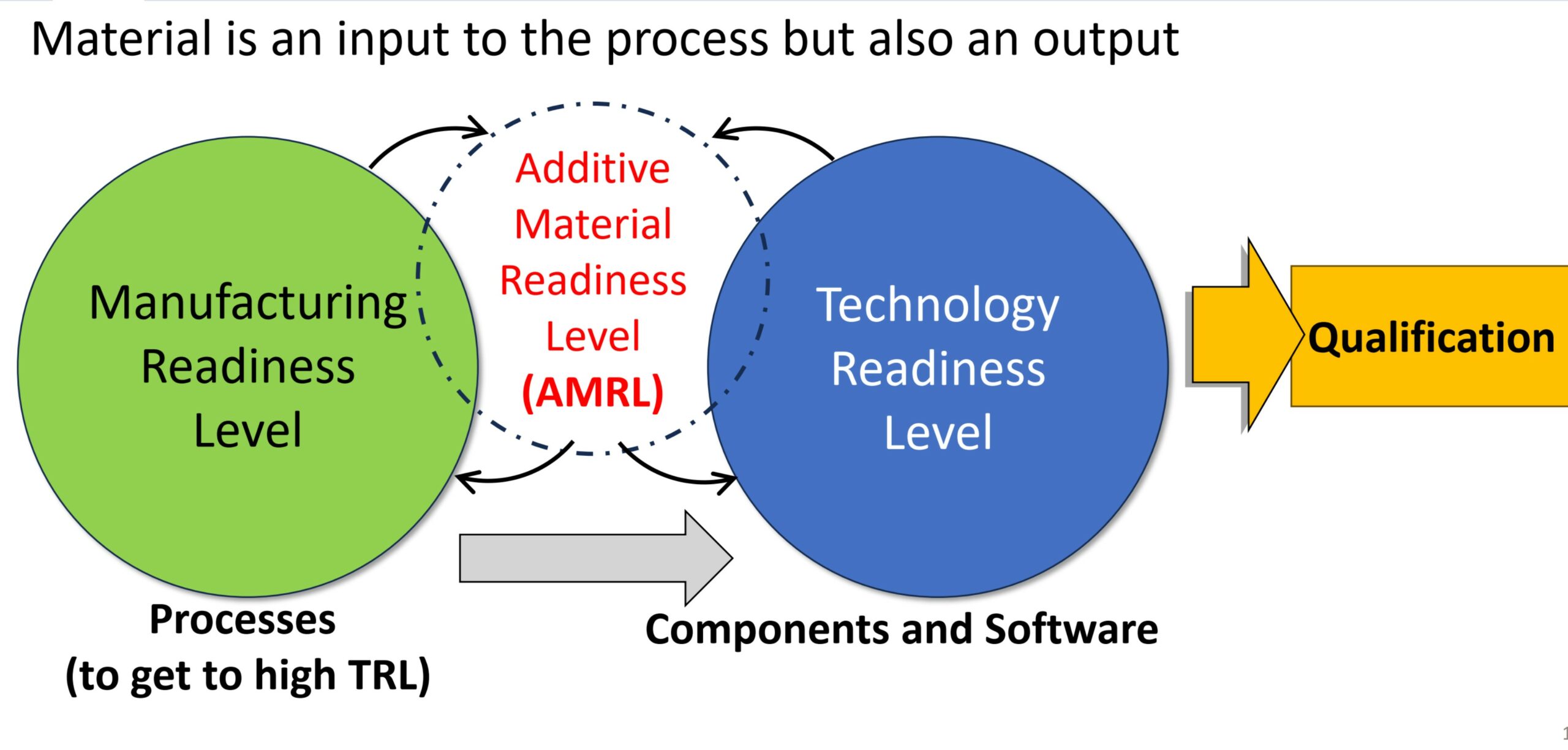
More critically, Gradl points to a structural limitation shared by both TRLs and MRLs: neither framework adequately captures the role of material in additive manufacturing. Because AM materials are effectively created during the build process, material behavior cannot be decoupled from process parameters and machine conditions. This interdependence challenges traditional readiness models that assume materials exist as stable, predefined inputs.
The proposed concept of Additive Material Readiness Levels (AMRLs) reflects an attempt to address this gap by evaluating material maturity across its full lifecycle (from feedstock development and parameter definition to application-specific qualification) while remaining broadly aligned with the familiar nine-level TRL structure.
3) TRLs for machine, process or materials: what leads the decision-making process?

Trying to assess TRLs at the level of machines, processes, or materials in isolation quickly reveals a limitation: additive manufacturing cannot be reduced to a single maturity axis. In practice, readiness often needs to be evaluated at the level of the manufacturing system as a whole, which naturally brings Manufacturing Readiness Levels (MRLs) into the discussion.
As NAMIC points out, TRLs and MRLs are not competing frameworks but complementary ones. While TRLs help describe the maturity of a technology, MRLs assess whether a manufacturing process is truly ready for scale. They extend the evaluation beyond machines and materials to include tooling, design maturity, quality management, cost structures, personnel, facilities, manufacturing management, and, in their latest iterations, even cybersecurity considerations. From an industrial standpoint, this broader lens is often essential.
Yet even when combining TRLs and MRLs, additive manufacturing resists being neatly captured by a single methodology. Machines, processes, and materials all influence the geometric consistency and microstructural stability of a component, and ultimately its acceptance in regulated environments, but they rarely mature at the same pace. Conceptually, the readiness scale may run from 1 to 9, but in reality, each element carries its own maturity profile.
As NAMIC explains, a machine may sit at TRL 8 while the associated material remains at TRL 4; a process may be mature for one application but not transferable to another; a material may be well characterized yet still unqualified for safety-critical use.
This mismatch is precisely why, in additive manufacturing, readiness is better understood as a profile across multiple elements, rather than a single headline TRL. Even when all components are mapped onto the same 1–9 scale, the resulting number only becomes meaningful when anchored to a specific use case.
That application-driven logic is central to how Conflux Technology approaches TRLs. As Dan Woodford emphasizes, it consistently speaks in terms of application-specific readiness: a machine–material combination may be well proven for one geometry or operating environment, but when pushed into new fluids, temperature ranges, or ultra-thin features, as is often required for advanced heat exchangers, the effective TRL drops and must be re-earned through targeted evidence.
Taken together, these constraints help explain why traditional readiness frameworks are being stretched, and why NASA has moved to develop the Additive Material Readiness Level (AMRL) methodology.
4) A closer look at the Additive Material Readiness Level (AMRL) methodology
When asked to explain the framework for AM material readiness levels in aerospace applications they developed, Gradl explains that this methodology helps to rank material maturity, primarily focused on new materials but applicable to well-known ones as well.

“Experience with a material in wrought form does not guarantee it will perform well in additive manufacturing or mature easily. Our AMRL framework requires a thorough understanding of alloy composition and sensitivities, which eventually leads to a defined powder/feedstock specification. It also involves mapping process parameters and sensitivities to establish a processing window, ensuring feedstock is characterized, matured, and locked down. Additional steps include evaluating mechanical properties, performing post-processing and relevant application testing, and ultimately achieving a fully characterized material supported by statistical data,” he adds.
What emerges from this framework is a broader reality: Any new process requires extensive characterization, not only of the material itself, but of the geometries it can reliably produce. While laser powder bed fusion benefits from wider industrial adoption and larger datasets, often placing it at higher TRL or MRL levels, this maturity remains conditional, and ultimately dependent on the application.
More importantly, AM exposes a fundamental limitation of traditional readiness thinking. Materials do not exist independently of the process that forms them. Feedstock characteristics, machine configuration, parameter sensitivity, post-processing routes, and application criticality all shape performance.
Although it can be applied to other industries, AMRL focuses on systematically maturing materials for additive manufacturing, with a strong focus on aerospace requirements.
According to Gradl, it recognizes that materials processed via additive are fundamentally different from their traditionally manufactured counterparts. Even well-known alloys behave differently in AM due to unique thermal histories, heating and cooling rates, and microstructural evolution.
The framework covers the full lifecycle of material maturation:
- Material concept and alloy design
- Feedstock development (powder, wire, or other forms)
- Feedstock validation and specification, ideally aligned with industry standards
- Process parameter mapping, including sensitivities and process windows
- Repeatability and stability of processing
- Mechanical testing and material characterization
- Post-processing definition, such as heat treatment, machining, and welding
- Statistical validation, demonstrating repeatable material performance
- Readiness for qualification and flight use
A key emphasis of AMRL is locking down parameters (feedstock, process settings, and post-processing) before large-scale testing begins. The goal is to demonstrate that the material can be produced reliably with consistent geometry and microstructure, across machines and builds.
5) The application-driven logic that guides industrial decisions
As you may have noticed above, TRL is treated as an application-owned decision at Conflux, one that ultimately sits with the OEM (their end customer) rather than their company (supplier).

As the CEO explains, “material and machine readiness [are] inputs to an application-specific TRL that is ultimately defined and owned by the OEM, not by Conflux.”
To support that OEM-led assessment, Conflux builds what it describes as a complete technical and qualification stack, aligned from the outset with customer requirements.
This stack spans the machine platform, parameter sets, powder specifications, post-processing routes, inspection methods, and AS9100-aligned documentation and test results. Evidence is generated progressively, “from coupons and simple geometries through to full-scale demonstrators in relevant environments,” often within large collaborative programs such as Airbus ZEROe or Honeywell-led consortia. The objective is not to demonstrate generic capability, but to target specific TRL gates defined by the OEM, typically at levels such as TRL 4 or 5.
What this approach reveals is a pragmatic interpretation of TRLs: advancement is earned by proving consistent behaviour for a specific application, not by showcasing isolated technical performance.
As Conflux’s CEO emphasizes, the goal at each step is to demonstrate that “this stack behaves consistently for the specific heat exchanger application,” allowing the OEM to formally advance the TRL within its own framework, “with confidence that the technology is genuinely ready for the level of aerospace service they are targeting rather than just being lab ready.”
This application-driven logic also explains why Conflux integrates certification considerations far earlier than is common in lower-TRL development. For safety-critical or regulated parts, the company argues that certification requirements should be introduced progressively, not retrofitted. “My strong view is that you bring certification requirements in early and progressively,” the CEO notes, pointing to their decision to achieve AS9100D certification three years ago as a way to ensure that even lower-TRL development takes place within an aerospace-appropriate framework.
6) Alignment between technology potential and business reality
According to our three experts, no matter what methodology is applied, one of the main technical and organizational bottlenecks when progressing readiness levels in aerospace AM projects remains qualification and certification.
The reality to keep in mind, is aerospace still relies on established best practices and rigorous documentation. Therefore, it’s crucial to avoid misalignment between technical potential and business reality.
In other words, if a part offers 50% cost savings through AM, but qualification and certification cost millions, then the business case does not justify this investment.
“Another challenge is perception”, NASA’s Principal Propulsion Engineercomments. “There is often an expectation that because additive is faster, qualification should also be faster, which is not the case. Understanding why AM is being used (performance, consolidation, lead time, or cost) is critical before committing to maturity and qualification pathways.”
That said, if all lights are green, then industrial end-users should involve certification bodies, regulators as early as possible, when climbing the TRL ladder.
According to NAMIC, it should be “as early as possible, probably when in TRL 3 or 4, when industrial concepts are being defined. Having early regulatory engagement will help to accelerate the acceptance and deployment of technology. For OEMs, it is best to engage them during TRL 2, to find real applications for the idea.”
Concluding notes

Although this dossier focuses on TRLs that guide industrial decisions in the aerospace and space sectors, it should be noted that in lower-consequence environments, such as consumer goods, tooling, design, or certain industrial and motorsport applications, AM can be deployed at comparatively lower TRLs.
The reason is that, in these environments, failure carries limited safety, liability, or certification implications. Use cases explored in these sectors allow faster iteration, earlier validation in service, and more flexible qualification pathways.
That said, given the complexity and the different approaches of TRLs vs MRLs (taking into account that that AMRLs is relatively new), the application-driven logic could explain why adoption curves vary so widely across industries.
What qualifies as sufficient maturity in one environment may fall short in another, reinforcing the importance of frameworks that can accommodate diversity rather than impose blanket readiness claims.
Looking ahead, there is broad agreement that the way readiness is demonstrated will evolve, even if the core TRL scale itself remains largely unchanged.
Where expert views diverge is on how far digitalization, automation, and AI can, should, or reshape readiness frameworks themselves. While some see AI as a catalyst for evolving qualification methodologies, others stress that no level of automation can replace the need for fundamental materials science, process understanding, and rigorous validation, particularly in regulated environments. In that sense, AI may change how evidence is generated and analysed, but not why it is required.
Whether existing TRL-based frameworks can fully adapt to that shift, or whether new, complementary models will gain traction remains an open question.
These are anyway, two areas that we will be closely monitoring in the years ahead.
Annex
*Technology Readiness Levels (TRL) are a type of measurement system used to assess the maturity level of a particular technology. Each technology project is evaluated against the parameters for each technology level and is then assigned a TRL rating based on the projects progress. There are nine technology readiness levels. TRL 1 is the lowest and TRL 9 is the highest.
This dossier has first been published in the 2026 January/February edition of 3D ADEPT Mag.
Editor’s notes
Three experts have been invited to contribute to this dossier:
Paul Gradl, NASA:
Dr. Paul Gradl, a principal engineer at NASA’s Marshall Space Flight Center, leads projects in additive manufacturing for liquid rocket engines and has supported development and flight programs for over 22+ years. He has authored 150+ papers, published a book titled Metal Additive Manufacturing for Propulsion Applications (2022), holds five patents, and awarded NASA’s 2024 and 2025 Patent of the Year. An AIAA Associate Fellow, SME member, and advisor to industry, he has earned numerous awards, including AIAA’s 2022 Engineer of the Year and SME’s 2024 Additive Industry Achievement Award.
Dan Woodford, Conflux Technology
Formerly Chief Commercial Officer, Dan Woodford was appointed Chief Executive Officer, in December 2025. On the same date, Founder and CEO Michael Fuller transitioned to the full-time role of Executive Chairman. Headquartered in Australia, Conflux Technology is an industry leader in thermal management solutions, pioneering advancements in heat exchanger design and production with additive manufacturing technology.
NAMIC
The National Additive Manufacturing Innovation Cluster (NAMIC) is a national platform hosted by the Agency for Science, Technology and Research (A*STAR), supported by the National Research Foundation in Singapore. NAMIC aims to accelerate the adoption of hybrid and digital additive manufacturing technologies under Singapore’s Manufacturing and Economy 2030 Vision, helping industries transform towards innovation and high value-added manufacturing using sustainably sourced, nature-based designs and cradle-to-cradle on-demand manufacturing.


