


Once per year, we sit down to assess some of the key insights we collected from our conversations with OEMs using AM and from (potential) users of the technology at trade shows we visited. Doing that enables us to determine issues or solutions that are common to industries. One thing we learned from last year’s insights is that the need to qualify and certify 3D printed parts remains a barrier to more extensive use of AM across platforms. Truth be told, the conversation about “qualification” and certification” is not a new one at 3D Adept media but as this technology is entering a maturation stage, there is a need to document and characterize qualification efforts, (to attempt) to provide a framework that could really help industries.
In this vein, this feature ambitions to help industrials understand/assess:
- Approaches to part qualification
- The tools that can be used in part qualification
- If it is possible to outline specific considerations for qualification across industries such as the military, automotive and aerospace
We do understand it is difficult to discuss qualification without mentioning certification. However, in this article, our key area of focus remains qualification of 3D printed parts.
If I had to choose one way to tell you what part qualification is, I would use John Barnes’ words: qualification is achieved when “a component meets the design intent.” To ensure the integrity of an application, the qualification process involves a set of requirements that are tied to the parts themselves, machines, materials, processes and personnel. As Chuck Nostedt, Jabil’s Quality Engineer for Additive Manufacturing said, the challenge consists in understanding a host of customer or end-user requirements and how they relate to the material and machine combination.
While guidelines are already in place for parts manufactured using conventional manufacturing processes, it should be noted that regulatory and standard organizations such as SAE and ASTM, are regularly working on materials and process specifications that could assist in the qualification and certification of AM parts. Not surprisingly, this lack of clarity on what constitutes qualification with AM is what led first to challenges across the manufacturing value chain.
I – Approaches to 3D printed part qualification

I would like to draw your attention to one thing: qualification is a challenge faced by both experienced and beginners in the AM industry. The former group has just been lucky enough to make the mistakes that the latter would want to avoid. That being said, qualification can be done in several ways.
For Nostedt, the approach to part qualification can follow four steps: material/equipment selection, equipment qualification, process validation, and part production.
This means that the AM team should be able to “choose an optimal material/3D printing platform combination based on customer requirements” (material/equipment selection) and “ensure all 3D printers and supporting equipment include test equipment that functions as intended before proceeding to the next step of process validation” (equipment qualification).
Process validation aims to “confirm that parts can be produced with desired levels of repeatability and reliably to meet all requirements (mechanical, visual, and dimensional). This includes all process steps of 3D printing and post-3D printing processes (e.g., powder removal, cleaning, support removal, heat treatment, surface finishing, machining parts into dimension, packaging, etc.)”, Nostedt adds before detailing:
- For process validation to begin, the user must understand what the critical parameters are for each process, which sometimes is called process characterization. Design of Experiments (DOE) can be used to determine the critical process parameters. It may also include powder recycling studies to understand how often the powder can be recycled as well as how much virgin material can be mixed with reclaimed material.
- The actual process validation uses the critical process parameters established in process characterization to prove parts can be repeatably and reliably manufactured using those established parameters.
- Proving the parts meet all requirements requires testing, which may include mechanical, visual, and dimensional tests. The user must understand if the test is destructive and will require sacrificing a part or whether a test coupon can be used in place of the part. Part complexity and part volumes will drive the test strategy. For example, dimensional inspection methods, which are part dependent, will determine if the part can be hand measured with calipers, go/no go gauges, Coordinate Measuring Machine (CMM) or Computed Tomography (CT) scanners, etc.
The last step – part production – then occurs after process validation is complete. As per Nostedt’s words, it helps “to ensure the product can be continually manufactured and still meet all requirements. This may include but is not limited to monitoring of process parameters (e.g. laser power, temperature sensors, oxygen sensors, etc.) and product testing (e.g. mechanical, visual, and dimensional). Product testing during production is typically conducted based on the importance of quality requirements as established by the customer.”
This approach includes steps (and probably sub-steps) that many are using or would use, but probably not in the exact same order.
Furthermore, one should not forget that AM is a holistic process by nature. Therefore, there are a couple of questions that one should ask first and whose responses may help define a framework that best meets one’s needs.
For the President of The Barnes Global Advisors, these questions are: “Is it a new part or a system concept? or Is it an existing part and a legacy system?” For Barnes, the ideal framework for qualification should be common to all engineered parts and encompasses certification and qualification. Remember, I told you at the beginning that it was difficult to discuss qualification without mentioning certification.
So, when one deals with an existing part on a legacy system, “it’s a blessing and a curse”, Barnes smiles. “The good news is there are requirements. The bad news is they were satisfied with a different manufacturing process.” With that in mind, Barnes highlights a three-step process to part qualification:
- The first step consists in defining your requirements and the environment in which you operate.
Ideally, everyone’s dream is to be in a “new concept stage”, where one thinks about AM more holistically so it is not just about one part and a system. You’re thinking about how to improve the overall system. In that way, the requirements are a little bit less known, but you’re going through the usual processes defined as requirements.
- The second step consists in having a repeatable, reliable manufacturing process
Taking examples on how they work, Barnes explains that at this level, they tell you exactly how to make the part. The idea here is to be able to use specifications on standards that exist and demonstrate that you can meet the performance of the part.
- The third step is to prove that you did it. “It’s the validation piece”, Barnes comments. That’s exactly where certification comes in.
Your goal, regardless of the approach you use should remain the same: mitigate or prevent risks and ensure the same levels of fidelity that are seen in conventional manufacturing processes such as casting, forging, and machining.
II – The tools that can be used in part qualification

There is a non-exhaustive list of tools or devices that can be used to qualify parts. Some of them are often used interchangeably for the certification stage. Jabil’s quality engineer explains that mechanical testing and dimensional/visual inspection often constitute part qualification.
“Mechanical tests include but are not limited to tensile, compression, flexure, fracture, surface roughness, part density, chemical composition, durometer, resistivity, flammability, impact, shear, etc. In addition, visual/dimensional inspections usually look for visible cracks/defects while dimensional inspections are aided by using hand measurement tools, including calipers, height gauges, pin gauges, etc. Dimensional inspections can also be enhanced by using semi-automated equipment, such as CMM or CT scanners”, Nostedt points out.
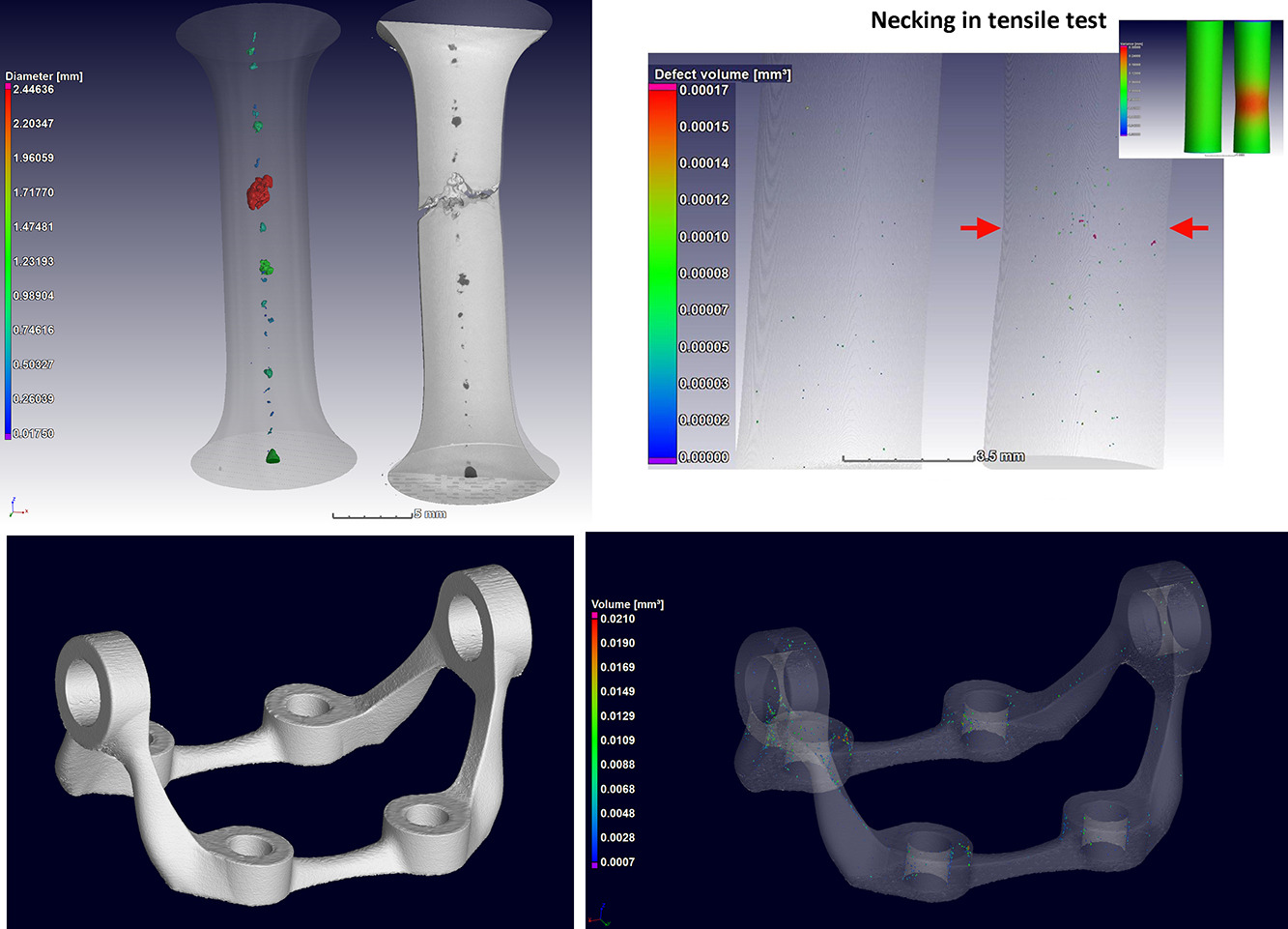
CT scanning, for example, is one of the tools that we saw Conflux Technology use to qualify their 3D printed heat exchangers. It helps to detect part cracks and check for porosity to validate part density. It also enables users to verify that their equipment works properly, and their processes are sound and repeatable so that the same metallurgical and mechanical properties can be delivered on the 3D printed parts at any time.
For Nostedt, it’s important to keep in mind that the tools needed to qualify parts can vary based on the technology, especially since certain technologies require more testing processes than others. Furthermore, device measurement accuracy needs to be determined based on the part specification range. Test method validation (e.g. Gage R&R) is recommended to demonstrate the device is capable and consistent in keeping with application requirements.
No matter how diverse your range of tools is, Barnes warns part manufacturers to be cautious and to avoid the trap of “fixed processes”:
Some people are often trying to start with “fixed processes”. This means that they try to lock down every parameter that they think they can control and the danger of that is that, it potentially locks out every improvement that comes along, he explains.
He shared the example of a part they once qualified for Airbus. That part was built on a 2-laser system and because that fixed process was written out of a 2-laser system, the part would require re-qualification to use a 4-laser system, for example. It can be the same size, the same manufacturer, the same brand, but it does not make room for improvements. “So, whoever owns the design authority has to be very clear about what the requirements are and the manufacturing team should not try to ‘over-constrain’ the part”, Barnes outlines.
Ultimately, “what you’re looking for is a repeatable process to make the part”, Barnes emphasizes. “AM is a series of processes. So anything you can do, either from the design side through to the inspection side, gives guidance from which you can operate. If we just take the case of a legacy system, the question you will ask yourself is ‘How do I show that I am going to have the same or better performance as the prior manufacturing process and will the performance out of the first part, be the same that I get thousands of parts later?’.
III – What considerations across industries such as the military, automotive and aerospace?
Different parts may require different sets of parameters. That’s a fact. Remember our conversation with Boeing’s VP of AM, Melissa Orme, who urged OEMs to seriously take into account the “application vs regulator” consideration to do their homework.
As Nostedt explains, “typically, there are more stringent requirements for validating a part that is designed for use in a regulated industry. The design authority must understand how the part is to be used, as well as the overall impact of a critical application if the part should fail. Typically, there are more requirements for a part with a higher criticality of failure.
Requirements also can extend beyond the part itself into documentation, like equipment qualifications and training records that would not typically require documentation for a consumer goods product. It is in the part manufacturer’s best interest, however, to ensure steps like equipment qualification are performed from a business standpoint to ensure production of the highest quality parts while keeping costs to a minimum.”
It is not possible yet to discuss the specifications of part qualification for every highly regulated industry. However, to foster debate, and thus, establishment of qualification frameworks, OEMs in vertical industries should be transparent about the challenges they faced within their respective industry.
Parts produced for the automotive and aerospace industries, for instance, are not subject to the same environment and the industry defines the amount of testing that is necessary for a qualification event.
“The qualification process does not change but the level of data that might be required to meet the requirements of a given industry may change. To test a spacecraft part, for instance, one will look at very low-temperature environments, low-oxygen environments. For an automotive part, we don’t need such testing”, Barnes points out.
In the same vein, as discussed with Barnes, 3D printed parts built in this industry have to withstand a very austere environment. Traditional parts purchased and used in naval applications for instance, have to undergo destructive tests to ensure their performance satisfies such austere environment demands. The problem with AM is that, despite its potential, there is no standard mechanism yet to assess whether or not 3D printed parts are more or less compliant with established military specifications.
For Barnes, there is plenty of parts that are needed but if they were to fail wouldn’t result in loss of the system. Today, a lot of military organizations are struggling with parts traditionally manufactured as castings. And AM comes with a number of questions, the first one being the ability to meet the design requirements. That being said, beyond these manufacturing constraints, the military sector’s primary concern right now remains schedule.
Conclusion
Qualification (and certification) will always remain an everyday topic in the industry whose frameworks will be continuously updated because the properties of the 3D printed part are determined by the material, the processing and the component geometry simultaneously. In the words of Nostedt, as different industries are continually adding part classification guidance documents to aid AM users in how to qualify parts, it’s advisable to stay current on part testing processes.
Editor’s notes
As a Jabil Quality Engineer for AM, Nostedt oversees the process of ensuring the quality of polymers and metals used in 3D-printed assemblies for the aerospace, medical and consumer goods industries. Additionally, he supports ISO qualifications, creates/updates PFMEA and control plans, and drives data analysis for continual process improvements. As a member of ASTM International, he has contributed to more than 90 documents or document revisions relating to the organization’s guidance, specifications and standards relating to AM, including joint ISO/ASTM documentation.
Barnes’ notable experience prior to founding TBGA in 2017 is his experience as a senior manager at Lockheed Martin’s Skunk Works where he helped bring metal 3D printed parts to a number of experimental military aircrafts and where he led several other programs to foster the adoption of AM technologies. Today, with a team of ADDvisors®, TBGA’s goal is to get AM qualified and in service across a range of industries.
This dossier was first published in the July/August edition of 3D ADEPT Mag.



