


Si l’impression 3D FDM est l’un des procédés les plus abordables utilisés pour la production de pièces, son utilisation s’accompagne souvent d’un certain nombre de difficultés liées au filament, et à la température idéale qu’il doit avoir pour assurer une impression fiable. Les fabricants de machines qui l’ont compris, ont développé un équipement supplémentaire qui peut être utilisé avec leur imprimante 3D. C’est en tout cas ce que nous avons vu avec l’armoire intelligente de BCN3D, l’armoire sèche de BigRep ou encore le système de filtration Hepa intelligent de MakerBot. Un autre défi crucial auquel sont confrontés les filaments est lié à leur diamètre. Parfois, comme le diamètre du filament varie, il est difficile de garantir l’assurance qualité et la répétabilité de l’impression.
C’est un problème que le fabricant français d’imprimantes 3D QUALUP SAS a décidé de résoudre en développant sa dernière imprimante 3D. Baptisée Qu3-HT, cette imprimante 3D haute température est équipée d’un système de contrôle du diamètre du filament et de surveillance du flux d’impression qui garantit le débit du matériau pendant le processus d’impression, tout en offrant l’assurance qualité et la répétabilité attendues de l’impression. « Le contrôle du filament, intégré à l’imprimante, mesure en continu le diamètre et l’ovalisation du filament avec une précision de 0,8µm », a déclaré Myriam BOICHUT, présidente de QUALUP SAS. « Le triple objectif de cet instrument est de compenser en permanence les variations de diamètre du filament afin d’avoir un débit constant, le même que celui calculé par le Slicer, de garantir la répétabilité et la qualité des pièces grâce à un rapport d’impression fourni avec chaque pièce. »

Un communiqué de presse de la société explique que les tolérances de fabrication des filaments varient généralement de +/-0,05mm, ce qui donne en réalité une variation de volume de 12% entre les tolérances maximale et minimale. Pour les filaments techniques : PEEK, PEKK, PEI, PPSU… Certains fabricants annoncent même des tolérances de +/- 0,10mm, le filament peut donc varier de 24% en volume. Ces variations de volume sont généralement bien supportées lorsqu’on utilise des filaments standards (PLA, ABS, PETG…), mais posent de gros problèmes avec les filaments techniques (Hi-polymères, Métal…). Toutes les extrudeuses de filaments contrôlent le débit en “équivalent mm”, il est donc impossible d’obtenir une qualité constante et des impressions reproductibles avec de telles variations de volume.
Ce problème a finalement un effet domino sur le reste du processus de fabrication, puisque la variation du volume imprimé provoque des sous-extrusions ou des surextrusions dégradant systématiquement les liaisons inter-couches, et donc la résistance des pièces. Les autres aspects du processus de fabrication qui sont affectés sont par exemple, les dimensions de la pièce, les taux de remplissage, les états de surface, ou même la masse de la pièce.
« Nous avons décidé de développer cette fonctionnalité il y a un peu plus de deux ans lorsqu’un de nos clients nous a demandé d’imprimer des pièces en acier inoxydable en utilisant un procédé similaire à l’Utrafuse 17-4® de BASF, il voulait absolument obtenir un remplissage à 100% des pièces”, explique Myriam BOICHUT. ” Il était impossible d’imprimer correctement avec un remplissage à 100%, le filament, fortement chargé en métal ratio 85/15, ne tolérait aucune sur ou sous-extrusion, soit il y avait des vides et des porosités, soit la buse s’encrassait et provoquait des marques sur la pièce ». Cette innovation a profondément amélioré la qualité et la répétabilité des pièces imprimées Qu3- HT, avec tous les matériaux, en particulier les polymères haute température. Il est désormais possible de certifier la qualité des pièces imprimées par fusion de filaments et que deux mêmes pièces sont identiques.”
En pratique, à quoi ressemble l’opération ?
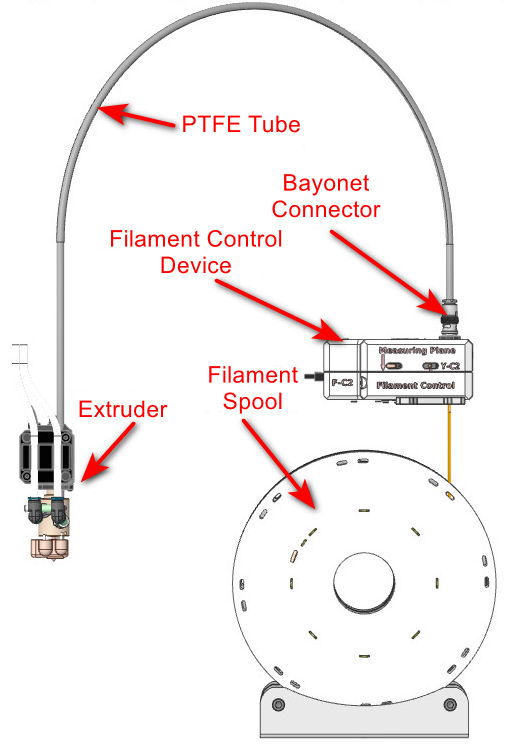
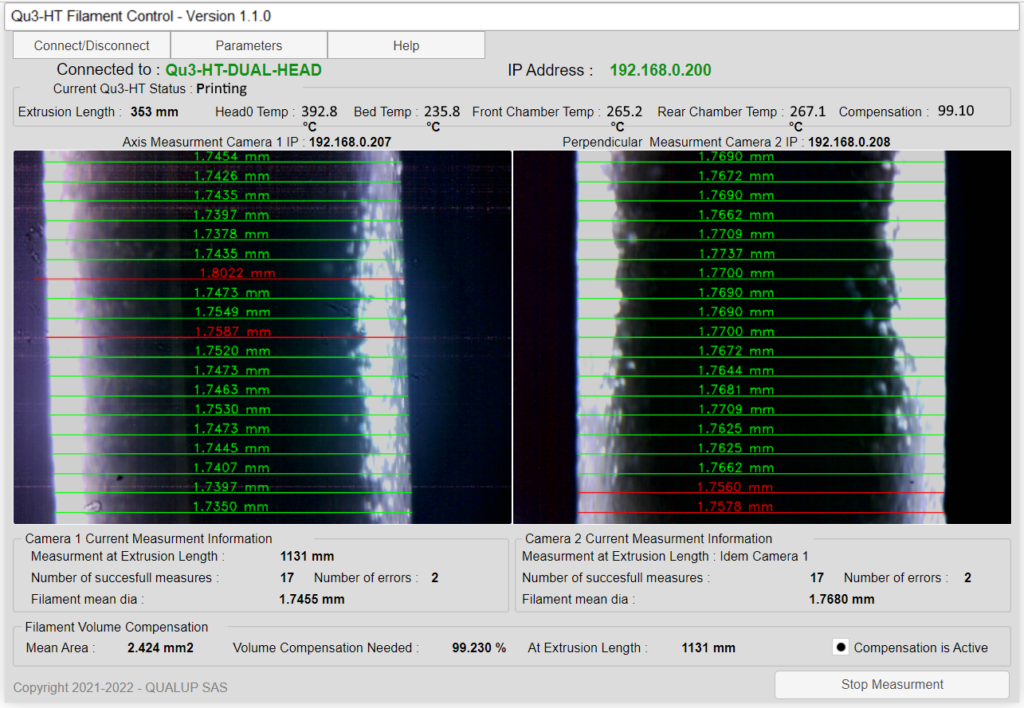
Chaque seconde, le « Filament Control » mesure le diamètre dans deux plans perpendiculaires et calcule l’ovalité et la section moyenne du filament. Simultanément aux mesures de diamètre, il interroge la carte mère de la Qu3-HT pour connaître la longueur extrudée au moment de la mesure du diamètre. Il calcule alors la compensation de volume à envoyer au Qu3-HT et à quelle longueur extrudée il doit envoyer cette compensation (en fonction de la distance entre le point de mesure et les rouleaux d’entraînement de l’extrudeuse). Lorsque la longueur extrudée atteint cette valeur, il envoie la compensation qui est exécutée immédiatement par la machine. Les mesures sont effectuées sur 2 axes perpendiculaires à une fréquence de 500 Hz avec une précision de 0,8µm (0,0008mm), avec mesure des diamètres, de l’ovalisation, de la section moyenne et calcul de la compensation volumétrique à envoyer à la machine.
N’oubliez pas que vous pouvez poster gratuitement les offres d’emploi de l’industrie de la FA sur 3D ADEPT Media ou rechercher un emploi via notre tableau d’offres d’emploi. N’hésitez pas à nous suivre sur nos réseaux sociaux et à vous inscrire à notre newsletter hebdomadaire : Facebook, Twitter, LinkedIn & Instagram ! Si vous avez une innovation à partager pour le prochain numéro de notre magazine numérique ou si vous avez un article à faire connaître, n’hésitez pas à nous envoyer un email à contact@3dadept.com


